


Attend the 2025 conference, Feb 9-14 • Tucson, Ariz
Loews Ventana Canyon Resort
Owner/operators of 501F and 501G gas turbines co-located at Disney World’s Coronado Springs Resort in Orlando, Fla, for their 2024 conferences, Sunday February 4 through Thursday February 8. Reading through this summary should give you enough ammunition to both convince yourself to attend and to catch up on issues/concerns in the fleet.
Sunday’s program featured social events for all attendees. The agenda for Monday—including a safety roundtable, vendor presentations (a/k/a Vendorama), reception, and vendor fair—also brought together the 501F and 501G Users Groups. The organizations met independently on Tuesday, Wednesday, and Thursday for technical presentations by users, services providers, and OEMs.
The technical meeting got underway after breakfast Monday with welcomes by the user-group chairs, steering-committee members, and conference sponsors. A review of the user website by Chad Boschert and conference instructions preceded the annual safety roundtable.
Half-hour vendor presentations began in mid-morning, arranged in seven sessions, with five presentations conducted in parallel during each session. See recap of the Vendorama program here.
A busy first day ended with a vendor fair and reception from 4 pm until 7:30, giving owner/operators the opportunity to peruse the products and services offered by scores of companies with interest in the 501F and 501G fleets.
Agenda highlights for the F frame’s portion of the 2023 joint meeting are summarized below. The program, developed and moderated by the steering committee, focuses on the operation, maintenance, inspection, troubleshooting, repair, and optimization of equipment in generating plants powered by 501F, 701F, and SGT6-5000 gas turbines made by Siemens-Energy, Westinghouse, and Mitsubishi Power.
501G Users Group highlights can be viewed here.
- Tuesday, February 6: Outage execution roundtable and user presentations, Siemens-Energy’s presentations to users, and Mitsubishi Power’s presentation to users.
- Wednesday, February 7: Inlet and exhaust, rotor, and hot-gas roundtables and user presentations, and PSM’s presentation to users.
- Thursday, February 8: Auxiliaries, steam turbine, compressor, and generator roundtables and user presentations.
501F Officers and Board of Directors
President and Chairman of the Board
Ivan Kush, principal CT and controls engineer, Cogentrix Energy Power ManagementVice Chairman and Treasurer
Brian Berkstresser, senior director of generation operations, Liberty UtilitiesSecretary and Board Member
Dave Gundry, senior engineer, fleet gas- and steam-turbine operations, Xcel EnergyBoard Members:
Blaine Gartner, principal engineer, Xcel Energy
Greg Dolezal, managing director, Klamath Energy LLC, Avangrid Renewables
User presentations
A dozen-and-a-half presentations by owner/operators were incorporated into the outage execution, inlet and exhaust, rotor, hot gas section, auxiliaries and operations, steam turbine, compressor, and generator roundtables at the 2024 conference for 501F and 501G users. Summaries follow, with the objective of providing enough information for you to decide if the content of a given presentation should be reviewed in greater depth.
If that’s the case, access the PowerPoints of interest at https://forum.501Fusers.org. But be aware that you must be a registered user to gain access. If not, you can begin the registration process with a simple mouse click. CCJ readers who already are registered will find the presentations in the folder “2024 Conference Materials.” (Click on the magnifying-glass symbol at the top right-hand side of the page.)
Magnetic case measuring sticks
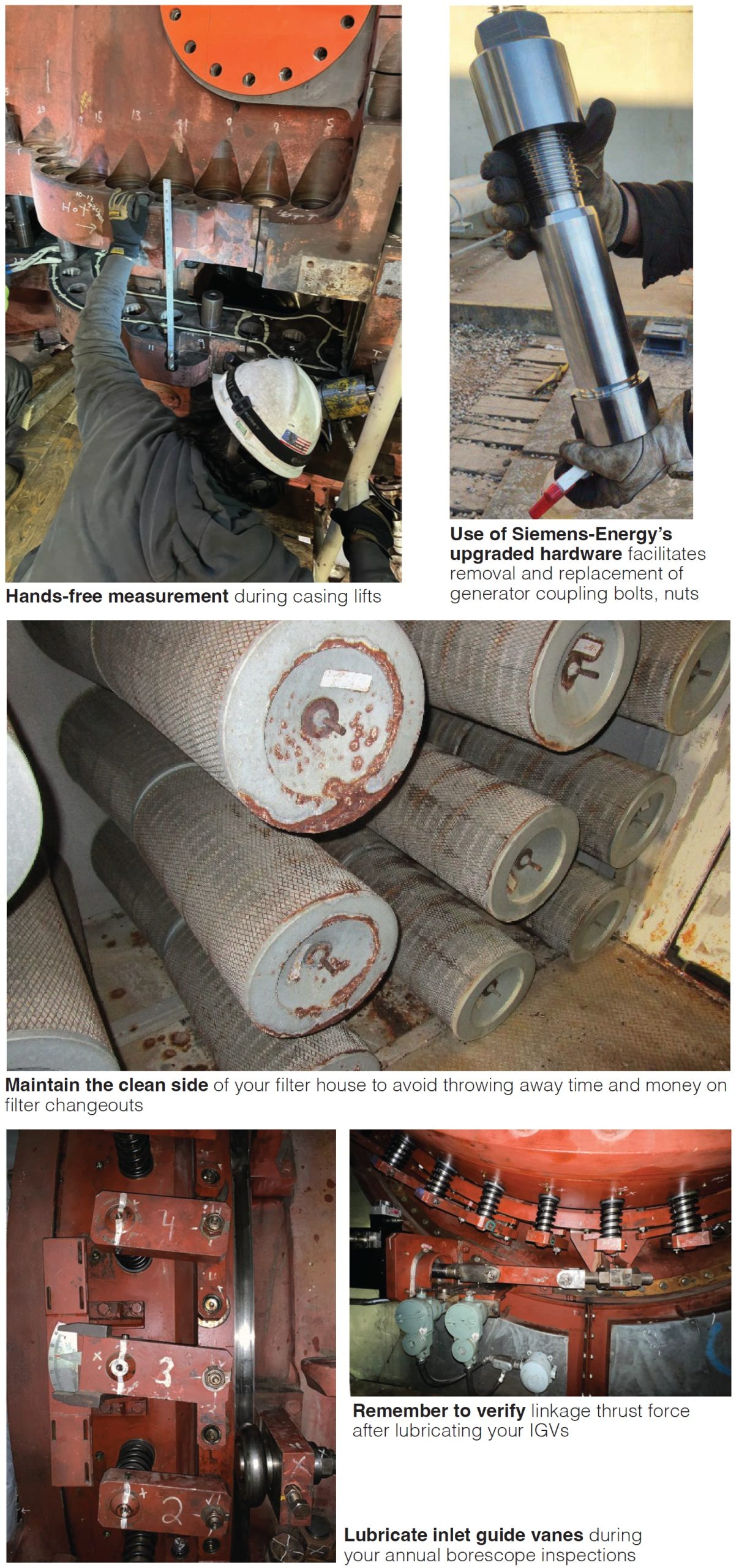
Simple to make in the plant shop with self-adhesive measuring tape, aluminum bar stock (0.125 × 0.750 × 48 in. recommended), and 18-lb rubber-coated magnets. How: Cut aluminum to 24 in. and chamfer sharp edges; bend offset so measurement section remains flush against the case; install measuring tape with zero at the start of the flush section. Benefit: Hands-free measurement during turbine case removal and install, thereby protecting personnel.
Outage lessons learned during first majors for a 2 × 1 combined cycle powered by 501FD2 gas turbines
- Unit tripped post outage because two blade-path thermocouples failed; attributed to insufficient cooling-air flow.
- Burner “C” stage flange on an Alstom steam generator was over-torqued, leading to a gas leak not detected during pre-startup testing. Same issue was later identified on other burners as well.
- High turbine backpressure was a result of clogged traveling screens, condenser waterboxes, and piping attributed primarily to improper intake dredging.
- Hook-fit wear issues were experienced, but repair details had not been provided by the OEM prior to the meeting.
- Several unit trips on restart were attributed to high blade-path spread. Causes included failure to follow proper storage procedures for fuel-gas piping during the outage and not inspecting the piping before reinstallation.
- Debris found in new parts clogged air passages.
- Multiple stuck/trashed generator coupling bolts required destructive removal and replacement.
- Blast cleaning on the first HRSG damaged several baffles, delaying restart.
W501F torque-tube replacement considerations
A torque-tube failure can take a plant out of service quickly and for a long period. According to industry statistics quoted in this presentation, the W501FC and FD1 fleets, encompassing some 256 units, had experienced 19 “unplanned events” attributed to torque-tube cracks by fall 2023. This topic has been included in the technical program of annual 501F meetings for many years.
To review, (1) crack propagation is via high-cycle fatigue, (2) failure can occur in as few as 20 starts after crack detection, (3) failure is identified by way of vibration signature and eventual inability to run because of high vibration levels.
The speaker said it makes good sense to upgrade the rotor to address compressor issues and reduce outage time—typically about 30 days assuming all parts are on the shelf and appropriate for installation. The risk of replacing the torque tube without upgrading the compressor could mean another rotor pull during a major inspection.
Lots to consider. For example, torque tubes are a long-lead-time component and not stocked by most vendors. Thus, if you have a unit considered susceptible to torque-tube failure based on hours, starts, and other factors, you might want to order one before a problem arises. Another possible sticking point: Some vendors will not sell a torque tube without its installation as part of the package.
Rotor-swap alternative: Torque-tube replacement takes about four times longer than a rotor swap, so there’s at least one alternative to consider. Keep in mind that project cost and the value outage time are key variables to factor into your decision.
Inlet/bellmouth/IGV maintenance considerations and a quick dive into compressor coatings
Good filtration, plus the condition of your filter house, inlet, bellmouth, and inlet guide vanes, are important to the overall health and performance of your gas turbine. Virtually all experienced operations personnel know this, but some technicians are prone to taking shortcuts and some supervisors are not as hard-nosed as they might be.
Presentation offers best practices and guidelines to review over lunch in the break room. What to look for on rounds, for example. Service Bulletin SB4-13-0037-GT-EN-01, and Service Bulletin 51004-R2 on inlet guide vane maintenance, are highly recommended. The latter was billed by the speaker as “20 pages of goodness” that could provide 15-20 PMs on its own.
Airfoil smoothness and erosion/corrosion avoidance was a major part of the discussion. Coatings often are the key here and that is covered in the slides with mention of base, intermediate, and top coats, surface roughness goals, and applicable ASTM standards.
M501F IGV maintenance and troubleshooting
This maintenance and troubleshooting guide for M501F inlet guide vanes includes a few slides pertaining to the W501, so it’s representative of the 501F fleet. The editors rate the presentation “valuable” for its detail, recommending it be included in the plant O&M library.
The speaker’s notes based on experience at his plant include the following points:
- Lubricate the IGVs annually, during the borescope inspection.
- Linkage thrust force has been a problem.
- Unison rings/rollers have shown clear signs of skidding.
The IGVs are grease-lubricated with Mobil EP 0—typically two or three gun pumps per vane; vane tip clearance is checked shortly after lubrication. Topics include target clearance, “burping” of the IGVs, linkage thrust-force verification, roller issues, IGV component enhancement, and IGV roller bushing upgrade.
Point stressed: A robust maintenance plan is critical for reliable operation of the IGV system, regardless of the OEM.
33k hardware review (FD3 and F4)
Twenty-slide deck is photos only, no type! Value is in staff preparation for an outage to explain what to look for and what to do when you find it. Photos are of pilots, support housings, transitions, baskets, turbine blades for Rows 1-4, vanes for Rows 1 and 2 vanes, and ring segments for Rows 1 to 3.
GTOP advanced component life experience
A rapidly evolving balancing area encouraged the retrofit of PSM’s FlameSheet™ combustors on two W501FD2 engines. Owner needed more power to support residential and industrial growth attributed to immigration, and better turndown to accommodate massive solar adoption.
In addition to the new combustors, PSM’s GTOP 7.1 system was installed to help boost output and extend maintenance intervals. It featured new 16th-stage compressor blades as well as first-, second-, and third-stage HGP components. Regarding controls upgrades, PSM’s AutoTune 3.0 was retrofitted.
Mods were made to the first gas turbine in November 2020, recording 12,631 hours and 363 starts through 2023. The second GT was upgraded in April 2022, recording 8217 operating hours and 239 starts by year-end 2023.
Photographs shared confirm generally excellent condition of HGP parts on both engines at the end of 2023, except for some rubs and platform coating issues on first-stage blades and minor rubs on R2 blades.
The owner/operator reported no trips concerning loss of flame, disc cavity, or any other mod-
related issues.
FlameSheet challenges—one plant’s experience
FlameSheet upgrades on two W501FD2 engines serving a combined cycle included the installation of 16 new combustors (per unit)—each can with its own ignitor (cross-flame tubes were removed), one CDMS probe, and two flashback thermocouples. Plus, all new fuel-gas pigtails.
Startup issues associated with the first unit are detailed. One problem was a damaged pilot cartridge that was revealed in a borescope inspection after personnel couldn’t tune the engine.
Several flashback events were recorded, requiring removal and disassembly of all cans as described in photographs. All finger seals were replaced along with six flow sleeves.
M501F3 turbine-blade ring exchange challenges and lessons learned
Would be a leading contender for a “best-paper” award, if there was one. Owner/operator planning the major inspection of the second unit (No. 8) in the 2 × 1 combined cycle profiled relied on past experience for guiding critical hot-gas-path (HGP) decisions. Operating data: 58,500 fired hours, 1628 fired starts, 54,800 turning-gear hours.
Row 2 turbine blade ring for No. 8 was exchanged during the unit’s 2019 HGP because of excessive base-metal oxidation and circumferential deformation. R3 had significant oxidation throughout the entire blade ring but was only weld-repaired. On the sister unit’s (No. 7) major in 2020, R2 was exchanged because of severe base-metal oxidation and material loss while R3 distortion was corrected in the OEM’s shop. Based on this experience, the utility planned to replace the R2 and R3 blade rings during the Unit 8 major.
Outage-planning highlights and notes and photos of the as-found condition of R2 and R3 for Unit 8 are provided in the slides, along with blade-ring assembly challenges important to users with similar issues.
Interferences between the geometry of the ring-segment retaining lugs and blade rings were found as well and are discussed, in addition to issues with the blade-ring horizontal ledge keys that prevented horizontal joints from closing properly. R3 interstage seal alignment was another problem encountered. It made rotor alignment difficult and was resolved by sacrificing side-to-side spindle clearances.
Recommendations to others facing similar challenges included the following:
- If a blade-ring exchange is planned, explore the possibility of having it shop-assembled.
- Maintain close vigilance of technical details. Even the OEM and competent service providers can miss important items that can have a negative impact on schedule and manpower.
- Obtain all refurbishment and pedigree information up front.
Finally, remember that just because a component is able to pass QC in the shop, it doesn’t mean that it is in appropriate condition for entering service.

M501F return-to-service issues post HGPI
Emergent issues encountered during HGP and generator robotic inspections for two F4 units, and the thought processes used to resolve them, are covered in this presentation with input from a plant operations manager and engineers from two engineering organizations. Borescope inspection results and vibration signature analysis are included in the slide deck. Ring-segment issues, combustion challenges, rubs in the turbine section, and spin cooling also received air time.
Field tipping R1 blades
Causes of rubs and ways to prevent them are discussed. Takeaways on how clearances are checked and calculated, plus the process and hygiene of tipping, are focal points of the presentation. Of greatest value to users, perhaps, is the list of references provided covering tipping, optimizing of clearances to mitigate ring-segment rubs, hot-restart guidelines, spin-cooling guidelines, and details on the design, upgrade, and O&M of the direct air injection system (DIAS).
FlameSheet NOx issues—one plant’s experience
This is the second of three presentations on FlameSheet experience by one of the three 501F owner/operators so equipped. Mode 3 fuel splits and mode transfers are the presentation’s focus, with stack emissions shown in one slide. This customer’s opinion: FlameSheet is running well and PSM has been a responsive partner, but the technology still is relatively young and there have been the expected growing pains.
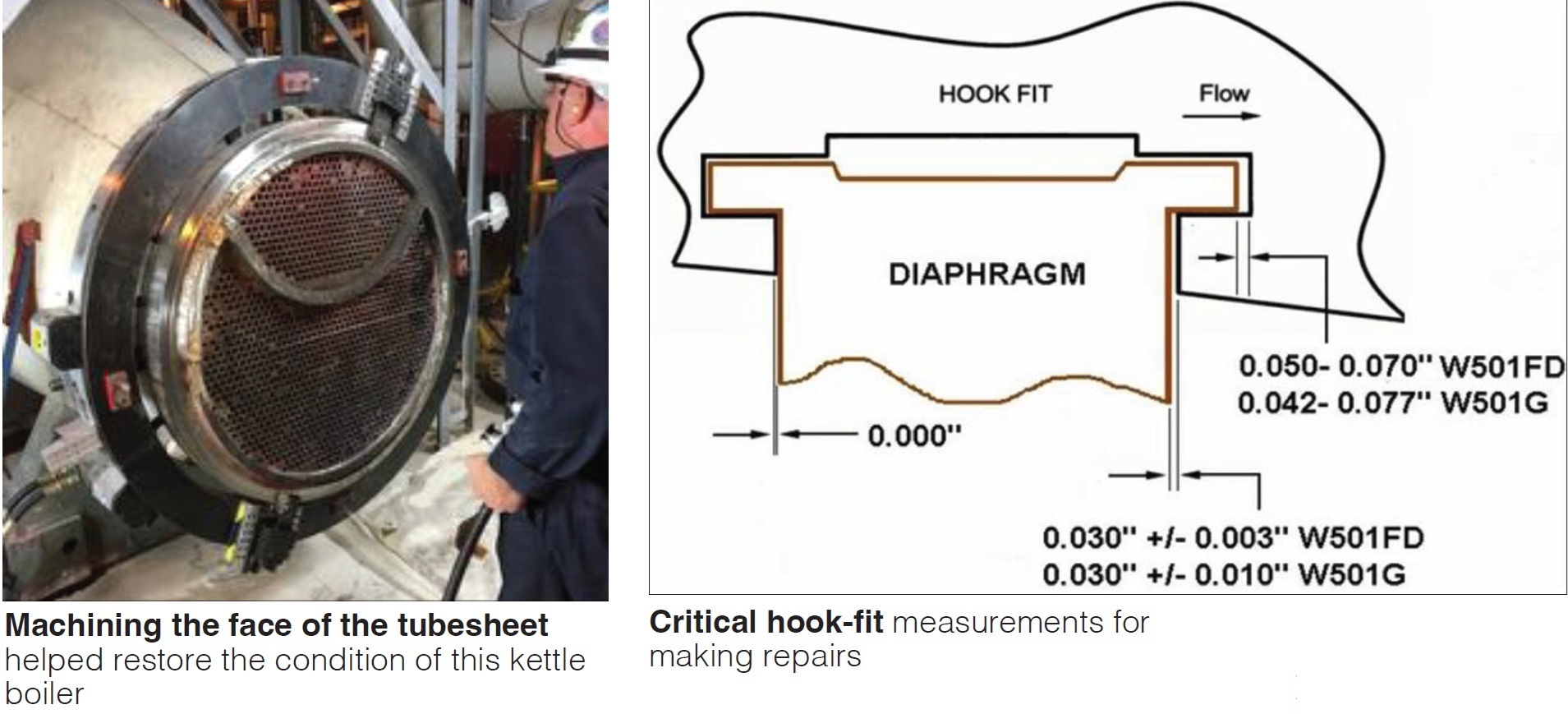
Increasing the service lives of kettle boilers
While Mark Dwileski, president, Northeast Precision Welding, is not a user, the steering committee chose to include his presentation in this portion of the 501F and 501G program, likely because he is well known to owner/operators and helps them solve difficult welding problems. Kettle-boiler and exhaust-system repairs are two of NPW’s specialties and Dwileski covers both in a presentation encompassing some 80 slides.
FlameSheet learnings continued
This is the last of three presentations on FlameSheet experience by one of the three 501F owner/operators so equipped. However, it offers little detail on the controls changes the speaker says are needed to adapt what he considers a GE-centric combustion design to the 501F. A mismatch between the D11 steam-turbine’s metal and steam temperatures (too-hot steam) made it impossible to start Unit 2 after the GTOP outage.
Siemens 501F, F, G, and D5A compressor case diaphragm hook-fit history and repair process
Compressor casings, diaphragms, and seal holders experience hook-fit wear. Over time, such wear can be excessive (most pronounced at the compressor horizontal split line) and, if not addressed, seal-holder migration in the forward direction can lead to contact with the rotor disc face. Result: Liberated material in the form of rotating airfoils and excessive foreign object damage.
Advisory: The hook-fit repair process requires different levels of skill from accurate measurement-taking, preparation, welding, and final machining. Not all welders and not all machinists have the skills to perform this repair properly.
M501F3 compressor hook-fit wear found during a major inspection
Experience gained on hook-fit repairs during the major inspection for Unit 7 three years earlier was factored into the outage planning for sister Unit 8. A diagram shows where most wear occurred on U8, requiring 1061 linear inches of repairs. Photos illustrate the repairs made.
Additionally, compressor diaphragms for Rows 5 through 14 were recommended for repairs. Rows 5 through 8 were considered low risk and allowed to operate as is. Wear and tear in Rows 9 to 14 was judged to be of moderate risk and those diaphragms were replaced.
R3 compressor diaphragm was replaced because of damage incurred from a liberated seal-box retention setscrew. Foreign object damage to R3-4 rotor disc was the final topic covered.


Generator through bolts, mini-link replacements, and parallel-ring tang inspections
Subsurface indications in through bolts for four identical generators installed at two facilities were addressed by the speaker. All four have had sleeves and spacers installed and have the bolt capture device. Bolt replacements are planned during next majors.
Mini-link replacements and parallel-ring tang inspections also were discussed.
Aeropac cooler replacement
Coolers for the Aeropac generators serving the 501FD3 gas turbines at this 2 × 1 combined-cycle cogeneration plant suffered from a heavy sludge buildup in their 0.750-in. vent and drain lines, plus heavy corrosion of their 6-in. inlet and outlet pipes. Well-illustrated presentation records removal of the original Unifin coolers and their replacement with new Kelvion coolers.
Only minor modification of the vent and drain lines were required for fit-up. Plus, new two-piece P-seals were installed on both coolers. Pressure test was performed with water at 65 psig and held for 15 min to ensure no leaks were found at connection points.

Compressor foreign-object damage
Presentation describes the combustion inspection experience of a 501FC+ that powers a 1 × 1 combined cycle. The unit’s original rotor had operated for nearly 73,500 hours and 4800 starts at the time of outage profiled in spring 2023. Duty was intermediate peaking service.
There was no indication or suspicion of compressor damage prior to the 14-day outage. Vibration levels were normal. Yet the damage staff found when the machine was opened required the replacement of 19 blades and blending of 224 others in Rows 1 through 11. Additionally, blending was required on 50 diaphragms. Staff had no knowledge or indication of when the incident occurred.
One possible explanation (unofficial): Icing.
Eight photos of the damage are included in the slide deck.


