


Attend the 2025 conference, Feb 9-14 • Tucson, Ariz
Loews Ventana Canyon Resort
Need a reason to attend the upcoming 501F Users Group meeting? See the value of what a Vendorama day can provide for issues at your powerplant. Access the presentations summarized below at https://forum.501Fusers.org. But be aware that you must be a registered user to gain that access. If not, you can begin the registration process with a simple mouse click. CCJ readers who already are registered will find the presentations in the folder “2024 Conference Materials.”
Generator update and trends
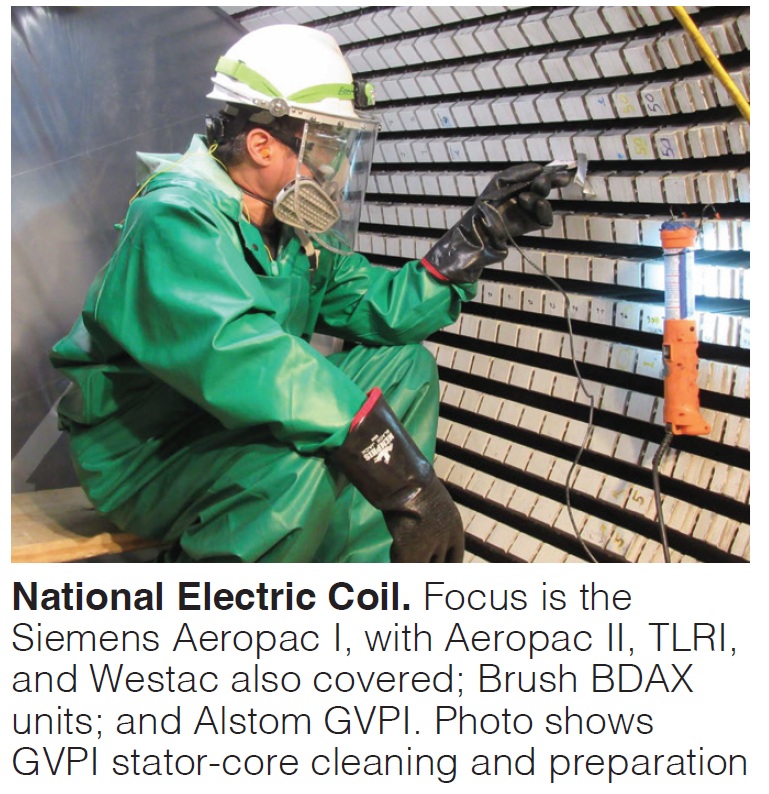
National Electric Coil
Howard Moudy, director of operations
Howard Moudy, well known in the user community for his generator expertise, kicked off the 501F/501G Vendorama program on Feb 5 at 10:20 am with an hour-long presentation updating attendee knowledge of generator issues and concerns by model, key maintenance factors, lifecycle planning, and life-extension trends and concerns.
Focus was the Siemens Aeropac I, with Aeropac II, TLRI, and Westac also covered; Brush BDAX units; and Alstom WX/WY (GVPI). Most of these machines are air-cooled, with many approaching their 30-year design life. Speed cycling is typical for these generators, as are looseness and resonance issues in their endwinding support systems.
Moudy summarized the specific issues associated with each model, offered maintenance and diagnostic guidance, and solutions for the most common problems. Complete with photos.
The life-extension and trends segment of his presentation covers GVPI rewinds and repairs, GVPI stator core cleaning and preparation, proper support of TE and EE windings, insulation options, tangent delta testing, and inspection.
In-situ compressor blending for 501F, 501G, and J-class gas turbines
Advanced Turbine Support
Michael Hoogsteden, director of field services
Borrowing a theme from an old financial-services commercial, the editors believe it’s not a stretch to say, “When Mike Hoogsteden speaks at a user-group meeting most attendees listen—and carefully.” He and his colleagues at Advanced Turbine Support may have performed more gas-turbine inspections than any other non-OEM company over the last 20 years. It’s not a stretch to believe they’ve seen virtually every type of damage inflicted on an engine using their borescope, visible/fluorescent dye-pen, mag-particle, phased-array UT, and eddy-current inspection capabilities.
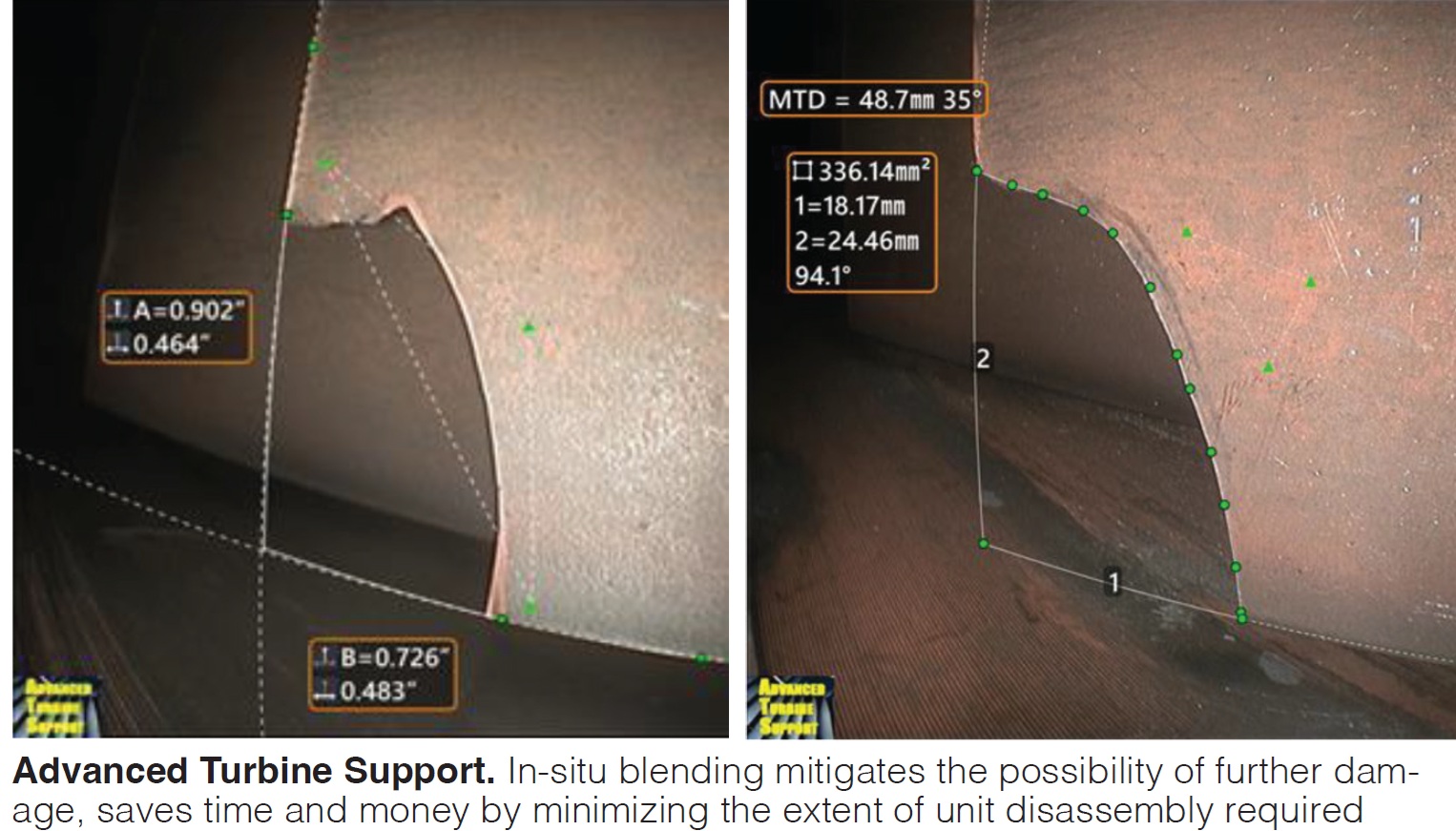
However, inspection was not the topic of Hoogsteden’s presentation in the 501F/501G Vendorama program. Rather, he discussed the value to owner/operators of in-situ blending for repairing damaged airfoils. Hoogsteden began by reminding participants that the purpose of blade blending is to remove stress concentrations or cracks that can result in extensive damage to compressor components if a blade, or pieces of it, liberate. The ability to do this work in-situ saves considerable time and money by limiting the extent of unit disassembly required to make the repair.
Over the last several years, the capability of tools and techniques for in-situ blending have improved manyfold (see before/after blending photos nearby). Here’s an update: In-situ blending of 501F/501G compressor rotor blades (B) and diaphragms (D) has been expanded to include all variable inlet guide vanes to Row 7 (limited success to R8D), with access via the bellmouth.
Depending on unit configuration and the ability to remove air extraction piping (or the borescope plug), all R10 and 13 rotor blades (with rotor rotation) can be added to the success list. Plus, limited success in 10D, 11B/D-13D, 14B/D and 16B (leading edge only).
Proactive SCR/CO system management for lower emissions and operating costs
Environex Inc
Andy Toback, project manager
The proactive approach espoused by Andy Toback for achieving top performance from your emissions control system requires timely inspections and ammonia testing, plus judicious catalyst sampling and ongoing analysis of operating data. Factors that contribute to poor performance include non-uniform gas flow, NH3/NOx ratio, and temperature. Catalyst deterioration is another reason—often attributed to K, As, Na, Ca, and SO2 poisoning.
Proper plant operation is important to prevent such other bad actors as insulation blockage, exposure to moisture, poor/damaged seals, poor control of ammonia, and gas bypass of the catalyst. Photographs and data plots drive home important points.
Advancements in repair: Understanding materials, designs, and coatings for extended service
Doosan Turbomachinery Services Inc
Dr Scott Keller, director of engineering
A variety of factors can lead to the rejection/scrapping of individual components during a visit to a repair facility—including damage, distress, and/or exceedances of OEM lifetime limits. In many instances, used or refurbished replacements are not available or ready in time to complete the overhaul.

Not a problem for DTS. Its knowledge of materials, designs, and available coating options, and shop capabilities, allows the company to manufacture parts in timely fashion to replace scrapped components and provide a new lease on life for capital assets.
Based on customer requests and repair experience, Doosan has pursued the development of replacement hardware for compressors, rotors, and associated bolting, plus exhaust systems. An update on the manufacturing status of compressor airfoils, turbine discs, rotor components, rotor bolting, and other components is provided in the presentation, which also includes findings during recent overhauls.
Complete cycle solutions
ARNOLD Group
Pierre Ansmann, global head of marketing, and Norman Gagnon, project manager
The duo focused on steam-turbine and HRSG warming solutions for significant combined-cycle startup improvement. They began by reviewing the advantages of steam-turbine warming—including increased in-market availability, lower startup costs, reduced thermal fatigue and a longer mean time to repair for critical components, and greater operating flexibility.

Next, they reviewed alternative warming-system arrangements, rejecting those integrating the heating circuits in insulation blankets, installing the heater on a thin mattress below the blanket, and using glass-fiber-insulated heating cable. The optimal system for the upper casing, Gagnon said, is heater on metal mesh baffle, for the lower casing, permanent mounting of heating cable below the split line.
Ansmann noted that the ARNOLD warming system can maintain your turbine in a hot-start condition for at least four or five days after shutdown. No preheating of the turbine is required prior to a start within this time period, reducing startup fuel consumption and auxiliary power.
Other talking points included the following:
- Installation procedures. Total install time, depending on unit and mechanical scope, is from 30 to 50 days.
- System logic and communication with the plant DCS.
- Case studies from reference sites with different steam-turbine models—including tandem- and cross-compound machines.
- Savings in startup fuel consumption, CO emissions, demin water, and staffing (less overtime).
Dual fuel reliability: Optimizing system capability for reducing fuel and maintenance costs
JASC
Kevin Deutscher, VP
Operating reliably on backup liquid fuel is one of the most challenging tasks facing gas-turbine owner/operators. Deficiencies in valve design, high-temperature impacts on stagnant fuel, and issues with fuel-system balance-of-plant configuration all play a role in limiting the success rate for starting and/or transferring to liquid fuel.
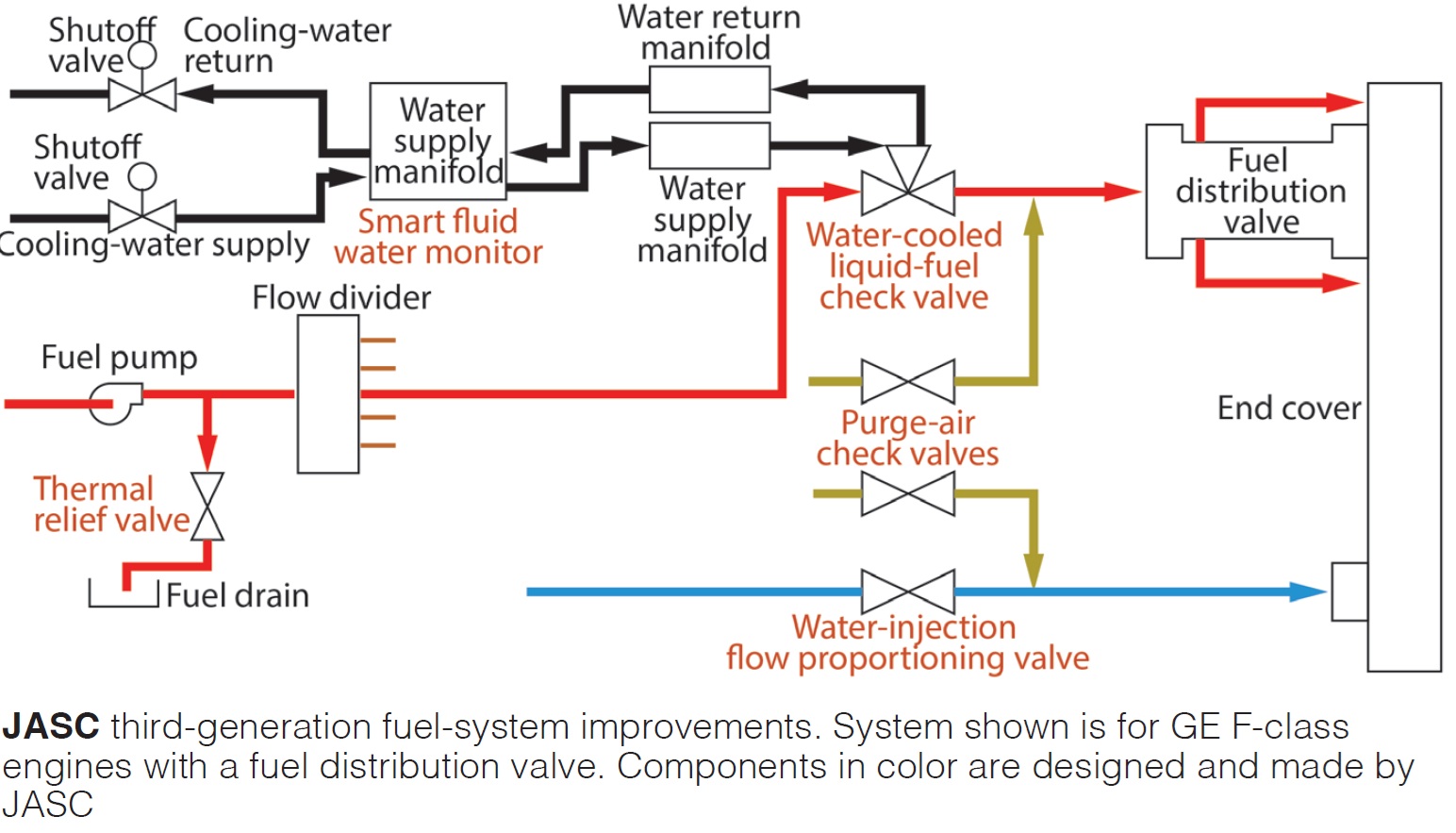
Multifaceted problems require comprehensive solutions—such as valve designs that remain coke-free during extended operation on gas, and the ability to minimize the impact of temperature on fuel within piping located in the turbine compartment. They make it possible to achieve a level of performance that allows the liquid-fuel system to be exercised at greatly reduced intervals without degradation of start and transfer capability between combustion inspections.
The heavily illustrated presentation reviews the broad array of products JASC offers for liquid fuel, purge air, and water injection systems. They rely on water cooling of fuel controls, toggle-action valves, and valves capable of providing ANSI Class 6 bubble-tight performance. Two decades of experience on hundreds of turbines are shared with users.
Distribution effects on SCR system performance
Vector Systems Inc
Vaughan Watson, director of sales and marketing
Focus of the presentation: AIG (ammonia injection grid) design fundamentals and the latest advancements in technology to improve SCR performance and ammonia consumption. Topics covered include common design and operational issues plants are facing—such as fouling and plugging, traverse and test-grid tuning, as well as the retrofit of improved designs to increase efficiency.
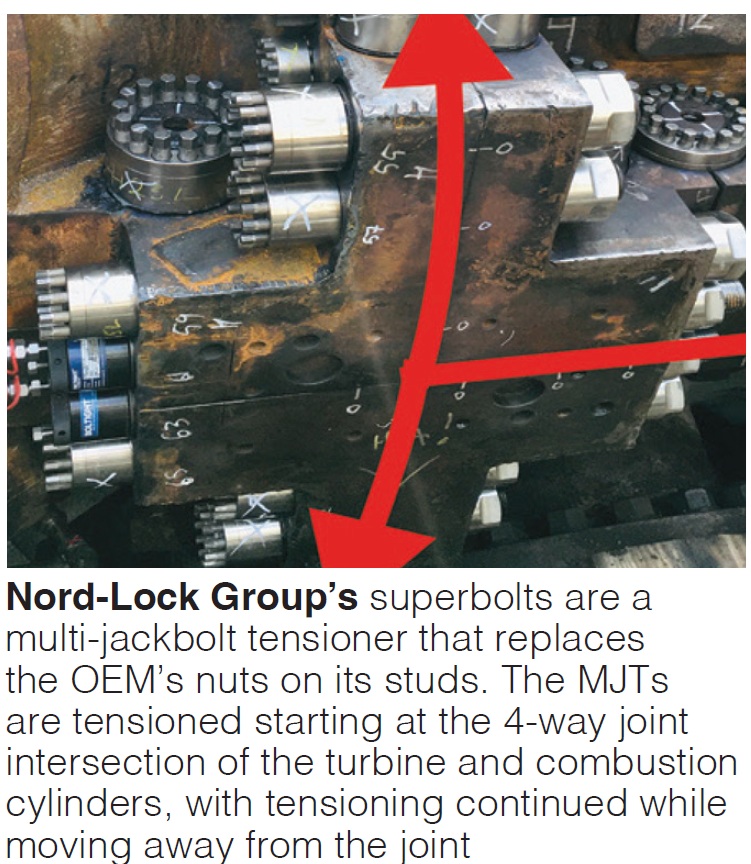
501F four-way joint solution installation
Nord-Lock Group
Nord-Lock partnered with a 501F user on an R&D project to investigate 4-way-joint leak issues with the goal of finding a fleet-wide solution. The partners consider remedying leakage issues important to the protection of both personnel and critical equipment. A comprehensive testing program identified, then validated on several units, an effective solution—one that combined multiple Nord-Lock products and technologies.
Given the multiple contributing causes of 4-way joint leakage, the most effective solution identified combines a specific mix of products and technologies. The combination works in concert to address multiple potential failures and provides the following advantages:
- To quickly assess and manipulate cylinder alignment, the solution includes a Boltight™ hydraulic closure system (HCS). This ensures the 4-way joint is tensioned, temporarily, to conduct a proper alignment check of the cylinder—one similar to a tops-on/tops-off alignment check performed on steam turbines.
- If the bolt hole or flange is misaligned, a proprietary CamAlign tensioner system is used to realign the cylinder. System can close an internal gap of by 10 to 15 mils after the cylinder has been “squeezed” by the HCS—to ensure the smallest possible gap is achieved.
- The HCS is pressured up to simultaneously and uniformly squeeze the turbine cylinder around the 4-way joint—thereby isolating the area. Multiple hydraulic tensioners remain pressured up while internal and external gap readings are recorded, and cylinder alignment is checked.
- Once adjustments are complete and the 4-way joint is aligned properly, the joint is squeezed again using the HCS, which allows load transfer to the Superbolt™ mechanical multi-jackbolt tensioners—to permanently tension the joint—without losing tension on the joint.
- Rather than tensioning one bolt at a time, which can continually create movement of the load, the HCS immobilizes the entire joint.
- An internal seal is installed to reduce leakage at the 4-way joint area where the cylinders for the combustion and turbine sections meet. The seal functions to eliminate any leakage paths that cannot be corrected by realigning the cylinders.
Outage emergency response
Schock Manufacturing
Jeff Cozbey, project manager
Presentation is a collection of single-screen solutions, with photos and testimonials, for problems encountered by your user colleagues—including the following:
- Blow-out of the expansion joint on a 7EA.
- Failure of the distribution grid plate on a W501D5.
- Failure of the HRSG duct liner on a W501F.
- Failure of diverter-blade landing bars in a W501D5 stack.
- Removal of failed baffles in a 7FA exhaust stack.
- Failure of diverter-damper blade liners on a 7EA.
- Replacement of silencer baffles and silencer duct floor.
Optimized insulation for M501 and W501 gas turbines
ARNOLD Group
Pierre Ansmann, global head of marketing
One of the users’ favorites at industry meetings, Pierre Ansmann, presented on the significant heat-rate improvement owner/operators can expect by installing the company’s single-layer insulation system.
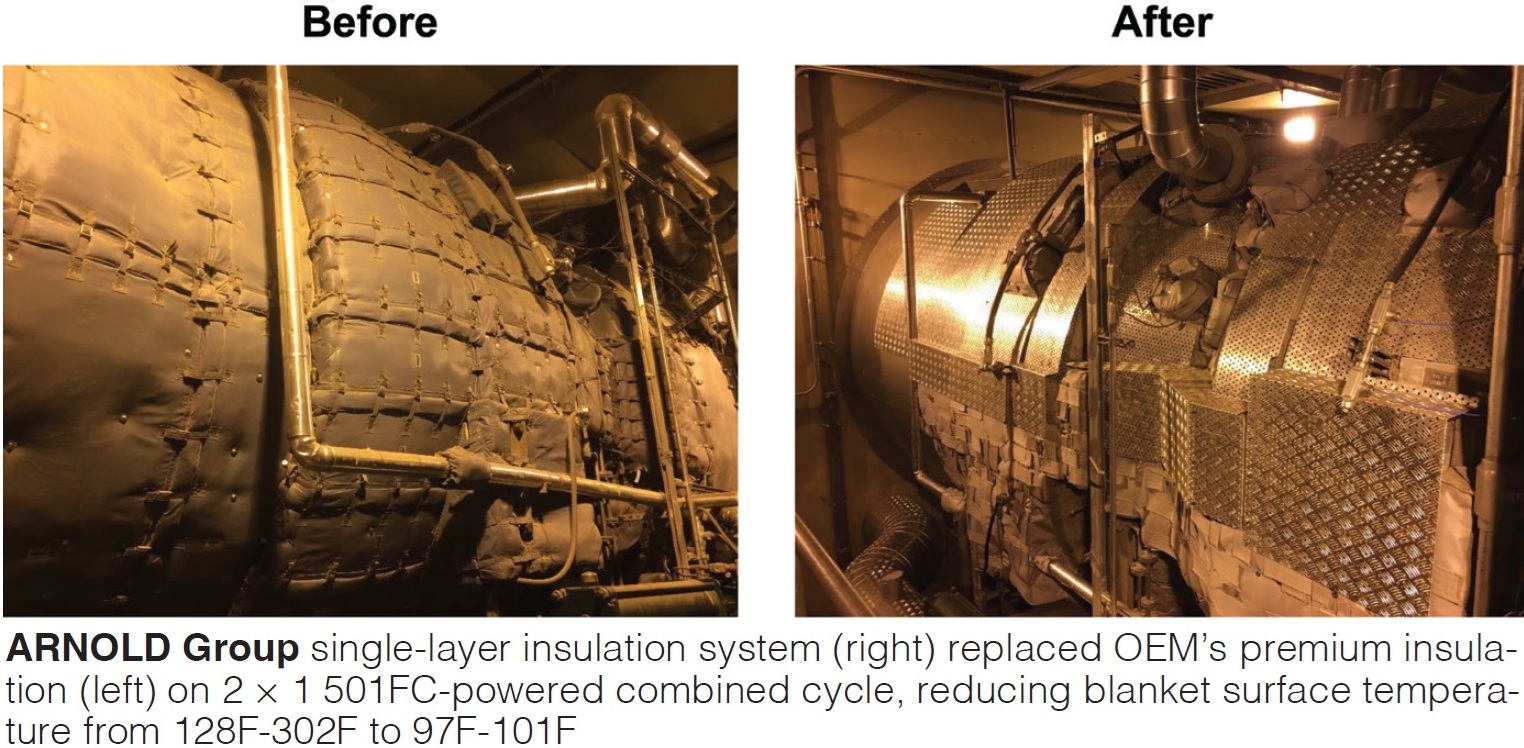
He began by highlighting the problems and design issues with standard insulation. Next, Ansmann spoke to the design highlights of the company’s single-layer system. It features interlocking high-performance blankets which conform perfectly to the turbine surface. High-quality materials and manufacturing, and long-term high-temperature resistance, allow the company to guarantee reuse of its insulation system for 15 outages without a decrease in efficiency.
An extensive technical comparison between standard insulation and Arnold’s single-layer system was followed by a case study showing a 0.7% heat-rate improvement based on customer data. Comparisons of surface temperatures when using standard and Arnold insulation systems on various turbine models illustrate why more than 600 of the latter are installed worldwide.
Debottlenecking non-duct-fired HRSGs after GT upgrades
HRST Inc
Bryan Craig, PE, director of engineering
Bryan Craig opens with bullet points on what owner/operators typically expect when upgrading their gas turbines—including these: increase power output by up to about 10%; reduce heat rate by up to about 1.5%; increase turbine exhaust-gas flow rate by up to 2% at baseload; and possibly increase exhaust-gas temperature by up to 50 deg F.
Key areas of concern in the attempt to achieve such goals include the following:
- Will the new steam flow exceed the HRSG’s rated capacity?
- Will an HRSG capacity rerate be required?
- What will be the impact on the safety-valve set point and the valve’s relieving capacity?
HRSGs with duct burners can turn down burner heat input to regulate boiler performance, whereas non-duct-fired units may need to reduce load to prevent excessive steam flow or pressure. However, reducing output rarely is a viable option.
The presentation focuses on approaches for debottlenecking non-duct-fired HRSGs on F-class units that have undergone gas-turbine upgrades. Included is an overview of HRST’s FlexTune® steam suppression and economizer bypass for controlling system operating pressure. Stated benefits: It allows the GT to return to its maximum load, allowing non-duct-fired combined cycles to use the full potential of their turbine upgrades for operational flexibility, maximizing plant output, and preventing the boiler from exceeding its capacity. Examples discussed to help plant and asset management understand how to optimize plant operation while remaining in Code compliance.
Oil: Your hidden asset
C C Jensen Inc, Oil Maintenance
Eddie Rowland, power and industry sales manager
The main point of the presentation: Treat oil as an asset, not a consumable. Maintain it from the time the asset is installed and dispose of it only after the oil has reached end of life. This requires monitoring the lubricant’s condition regularly and keeping it clean via both in-line and offline filtration.
Guidelines and tests that can help you maximize your fluid’s life include the following:
- Viscosity.
- Total acid number.
- Additive depletion.
- Particle count.
- FTIR spectroscopy (ASTM E2412).
- MPC membrane test (ASTM D7843).
- Ultra-centrifuge test.
- Water/moisture content (ASTM D6304).
- Foam test (ASTM D891).
- Demulsibility (ASTM D1401).
- RULER Test (ASTM D6971 and D4378).
- RPVOT Test (ASTM D2272).
Improvements/changes in torque converter operation
Voith US
Bob Wasik, manager of retrofits and upgrades
Primary message delivered by Bob Wasik, for years Voith’s primary customer contact in the US, had to do with improvements recently made by the company in the area of customer support. Examples: Reorganization and expansion of the inside service sales team; aftermarket sales staff back to full strength, and expanding; and reorganization of Voith’s service management processes. Regarding hardware upgrades, the company’s new guide-vane adjustment system (so-called VEHS actuator) is said to improve operational flexibility during turbine startup.
Expansion joint upgrades for legacy 501FD and 5000F units
Frenzelit Inc
Harald Reichel, president, and Joe McFadden, account manager
If your expansion joint is suffering a soft-goods or manifold failure, this presentation is worth reviewing for its many photos of damage and repairs.

Benefits of Frenzelit’s expansion-joint upgrade are said to include the following:
- Expansion-joint soft goods. Upgraded soft goods guard against internal moisture and pulsing during startup.
- Hard parts. Upgraded frame design helps protect against thermal cycling.
- External manifold insulation. Spring-loaded bands assure insulation will remain tightly wrapped around the manifold during thermal transients. Also, they mitigate sagging that would allow radiant heat to blow onto the bottom section of the expansion joint.
Rotor concerns and advanced repairs
Sulzer Turbine Services
Jim Neurohr, gas turbine product manager
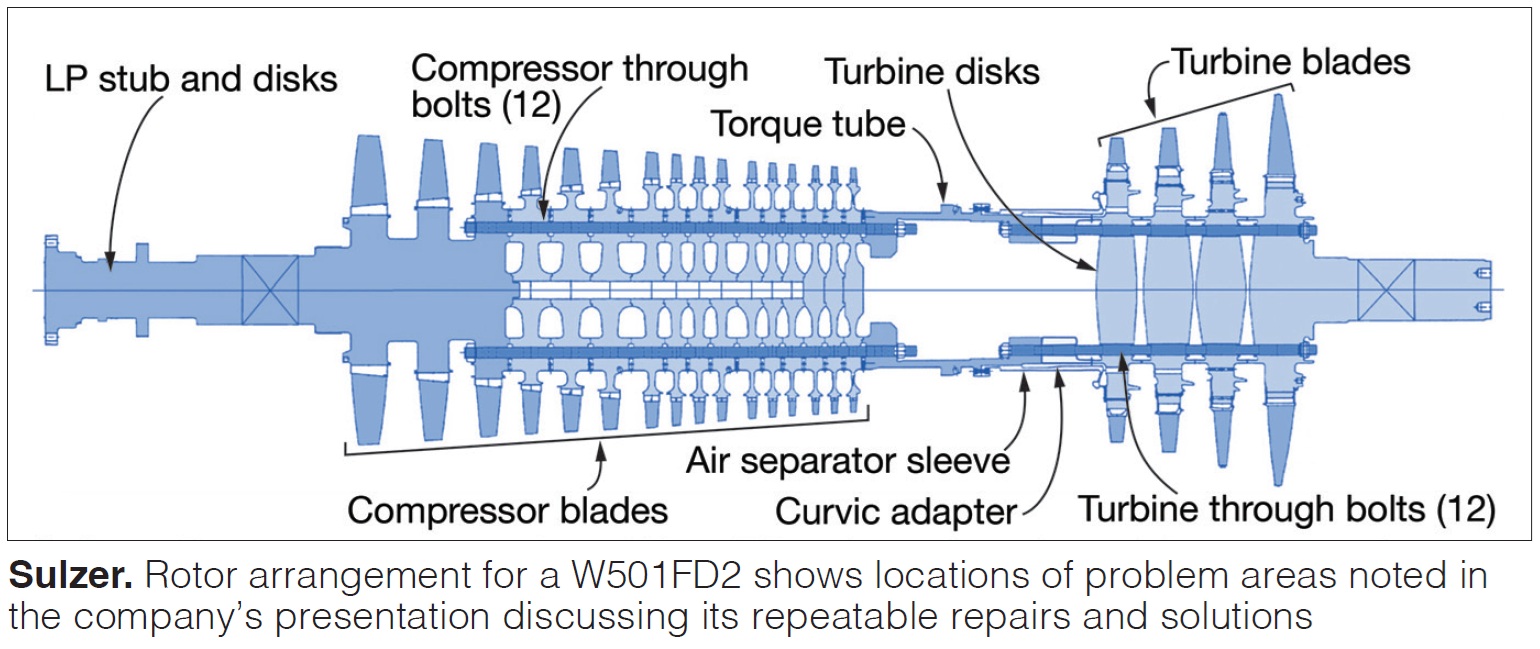
Describes the company’s robust, repeatable repairs and solutions to the following issues tracked over the years by technical personnel at the company’s rotor repair facility:
- Broken alignment fits of the forward stub shaft.
- Compressor through-bolt failures.
- Fretted air baffles.
- Significantly worn disc seal arms.
- Advanced laser metal deposition repairs.
Air filtration and extreme weather
Donaldson Company
Bob Reinhardt, GTS
Speaker highlighted the steps owner/operators can take to keep their gas turbines running at peak performance and efficiency even when encountering difficult environmental challenges—such as wildfires, salt-laden air in coastal locations, industrial chemicals, hydrocarbons from vehicle exhaust, and cottonwood. Reinhardt shares the company’s expertise on how to optimize fuel consumption, extend filter service life, differentiate between F9 and HEPA, and how reliable maintenance can extend turbine life and lower the cost of ownership.
Powerplant recovery
Shermco Industries
Todd Baker, director, national accounts
Company’s response to the catastrophic failure and complete loss of a 650-MW steam turbine/generator offers valuable lessons learned. Among them: Slow is fast.
Project began with the following work breakdown:
- What was damaged, accurate documentation available?
- Repair or replace, re-engineering required?
- Organized demolition. Nothing gets removed without documentation.
- Scrutinize everything, examine carefully for issues.
- Test every device and every function.
Among the lessons learned:
- Have a good project schedule. Identify the critical path, set dependencies.
- Onsite engineering. Goals: quick identification and resolution of new issues.
- Establish clear lines of decision-making. Avoid making decisions by committee when possible.
- Set clear lines of area access.
- Plan, adapt, plan.
Developing an effective safety plan required a major effort—involving modifying lockout plans, addressing air hazards, developing new policies and procedures to fit the work plan, etc.
Case studies on gas-turbine intake and exhaust system optimization: Improving safety, reliability, and performance
SVI Industrial (SVI Dynamics/Bremco)
Tucker York, director of acoustical engineering
There were these three major components to Tucker York’s presentation:
- Ways to improve gas-turbine operating efficiencies through gas-path refinement, including:
- Optimizing intake- and exhaust-system aerodynamics.
- Intake- and exhaust-silencer refinement.
- Reduction of static and total pressure loss.
- Demonstrate reliable ways to upgrade simple-cycle turbine intakes and exhausts, including: one-dimensional algorithms, CFD, BEM (boundary element method), SoundPlan, and test methods.
- Methods to reduce powerplant noise emissions.

One of the case histories reflected the experience of a peaker plant with three W501D5A engines commissioned nearly 30 years ago which suffered icing issues during fog. Challenge was to improve availability and aerodynamics. A dozen well-illustrated slides with CFD images walks you through the challenges identified and how the problem was solved.
Another case history, this one involving a W501FD2 simple-cycle unit, showed how problematic exhaust-system noise was mitigated by modifying the bar silencer array and turning vanes.
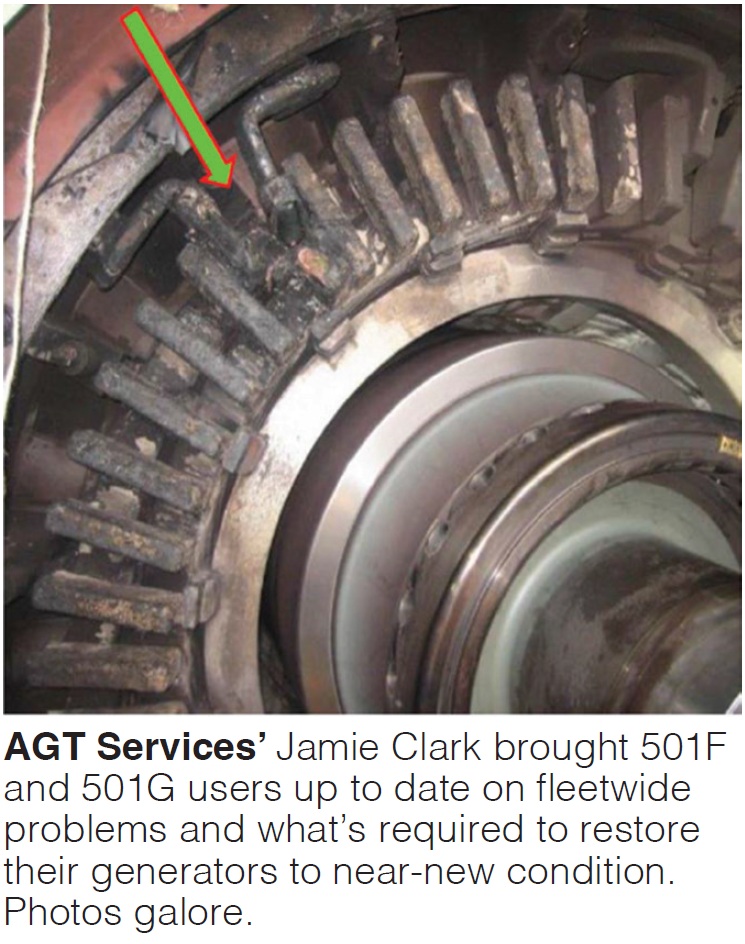
Common generator issues and contingency planning
AGT Services Inc
Jamie Clark, sales manager
As generators age, old issues rearise and new issues are identified. Jamie Clark uses excellent photographs to illustrate problems identified both during online testing and monitoring (partial discharge, endwinding vibration, electromagnetic impulse, and flux probe), and during an outage. Topics covered range from inspecting and remedying deficient high-voltage bolted connections, to issues such as field turn-to-turn shorts, brushless exciter problems, and stator/field grounds.
Clark offered the following guidance:
- Get your generator’s baseline condition at the earliest opportunity. Fix problems identified correctly the first time, even if it means taking a major to do the work. Thereafter, consider minor inspections in lieu of field removal
- Be aware that significant increases in cycling duty warrant shorter outage intervals. While baseload or seldom-run machines may enjoy longer intervals, don’t forget the impact of time on turning gear.
- Use online monitoring to identify issues before the outage. Keep in mind that many units are close to or over their 25-30-year winding design lives.
- Beware resource constraints: Get your contractors and spare parts locked in before you might have in past years.
Better filtration pays for itself
EMW filtertechnik GmbH
Florian Winkler, marketing manager
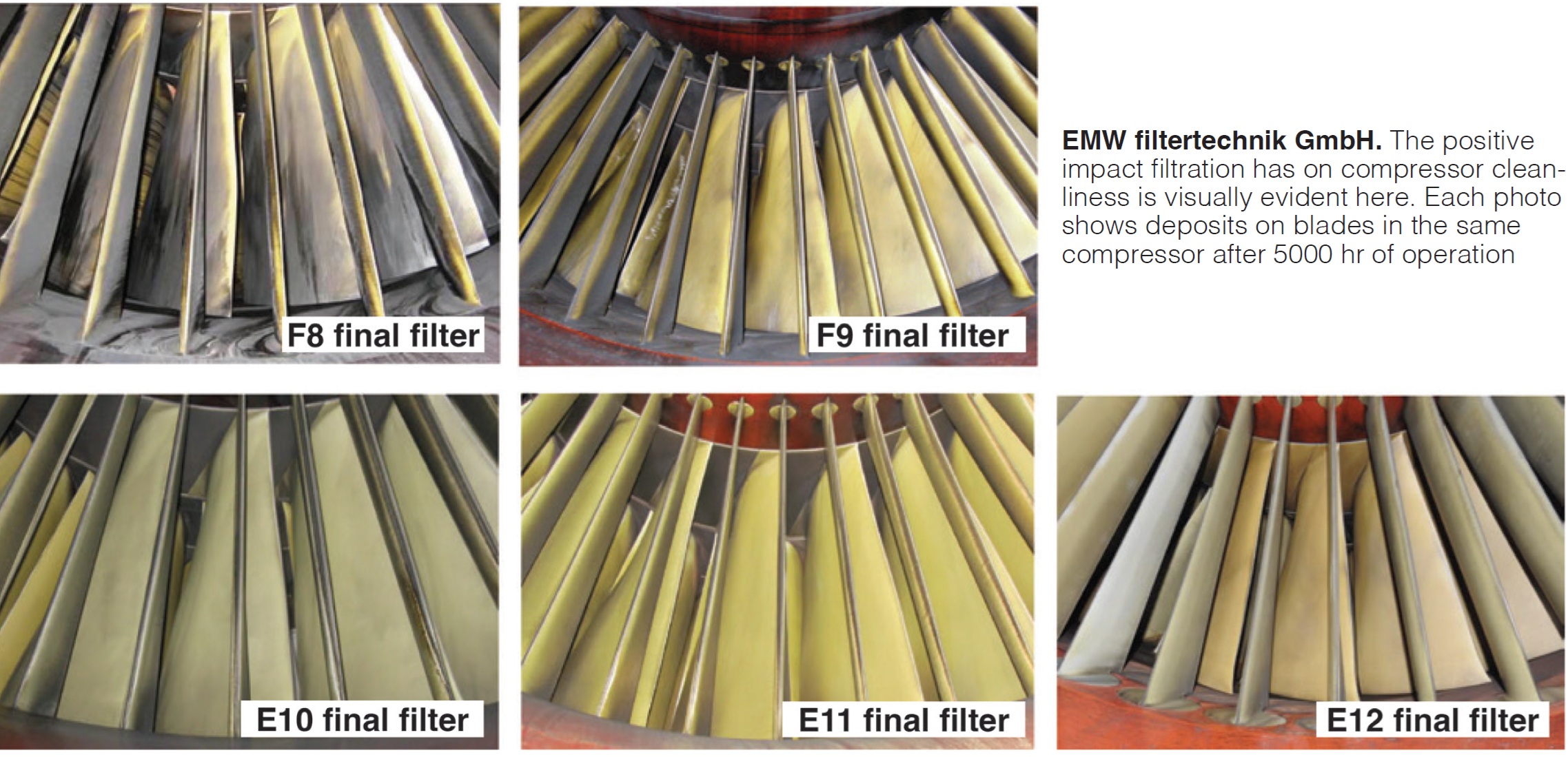
The compelling economic and operational advantages offered by high-efficiency filtration support the upfront expenditure on superior filters, Florian Winkler told conference attendees. Among his talking points:
- Improved filtration minimizes the degradation of gas-turbine components and is conducive to maximizing power production and the possibility of receiving capacity bonuses.
- Efficient filters contribute to higher combustion efficiency, thereby saving fuel, reducing emissions, and potentially reducing heat rate.
- The number of compressor water washes required is reduced, increasing unit availability.
Turbine lifecycle management: Developing a tactical plan to mitigate varnish
Shell Lubricant Solutions
Chris Knapp, product application specialist
Varnish formation typically is of greatest concern in the managing of lubricant health in gas-turbine systems. Reasons: The presence of varnish negatively impacts turbine performance, reduces lubricant life, and is costly to eliminate once it has formed. Many users experiencing varnish-related issues look to higher-performing lubricants, expensive filtration systems, varnish mitigation additives, and/or system flushing. However, when improperly applied, these potential solutions may not provide the intended result.
Preventing varnish formation is the best way to avoid its negative performance consequences. Achieving a varnish-free system throughout the fluid lifecycle requires knowledgeable design, lubricant selection, filtration, fluid analysis, and end-of-life fluid change strategy.
Torque converters in starting packages: Long-term wear and failure modes
Powerflow Engineering Inc
John Baciak, processing engineer
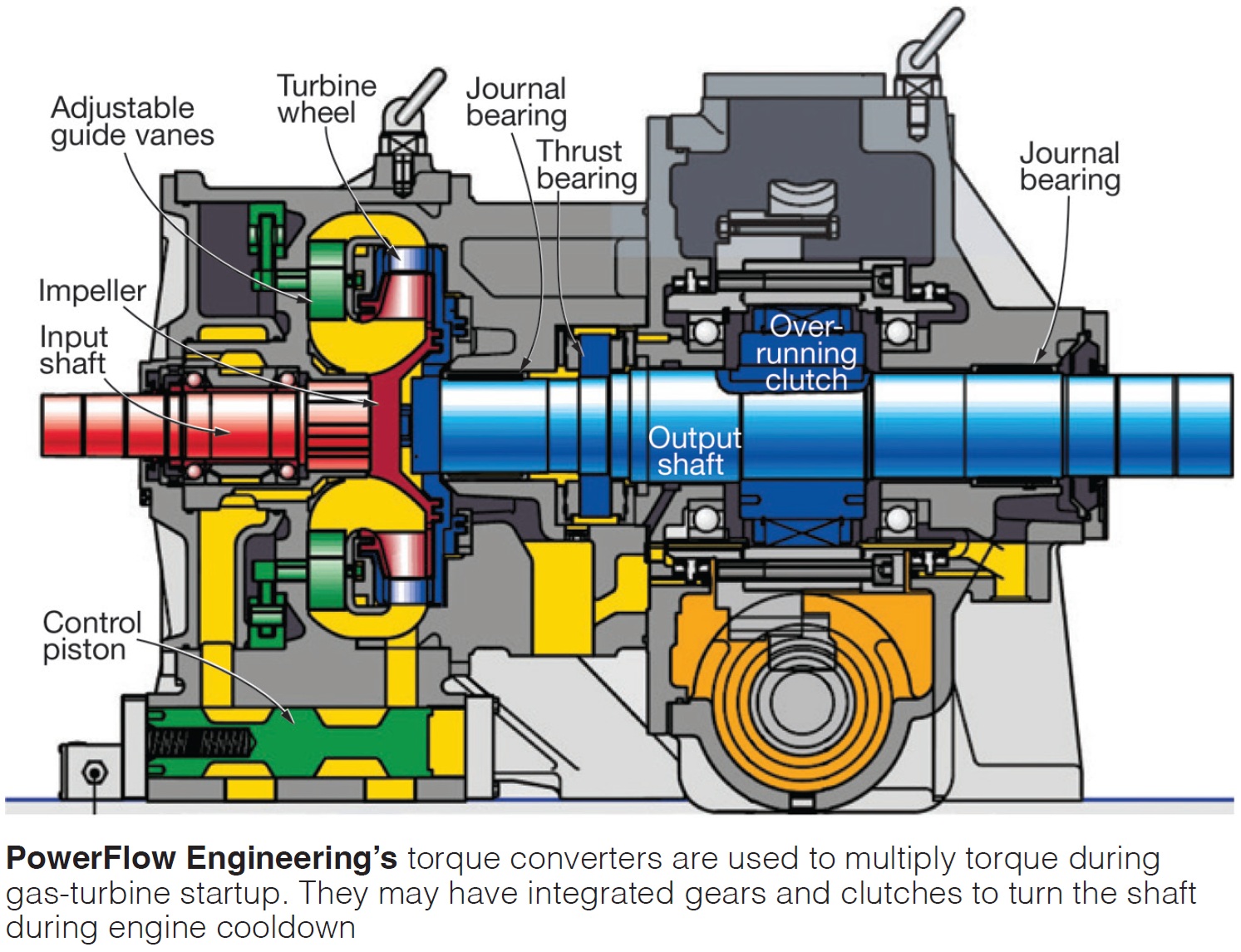
Torque converters, used to multiply torque during startup procedures, can have integrated gears and clutches to turn the shaft during engine cooldown. The good diagrams and photos provided help the reader navigate the slide deck to better understand what to look for during inspections. Problems covered include the following: leaks caused by wear of gaskets and seals, bearing failures, effects of long-term storage, corrosion, clutch failures, labyrinth ring wear, piston wear, cavitation, etc.
MeeFog systems for gas-turbine cooling and wet compression
Mee Industries Inc
Derek Grayson, sales director, and Thomas Mee, CEO
MeeFog may be home to the electric power industry’s foremost experts on fogging/wet compression, having decades of analytical and plant-level experience on the technology. Derek Grayson encouraged attendees to consider this cost-effective method of power augmentation for delivering additional megawatts virtually instantly in time of need.
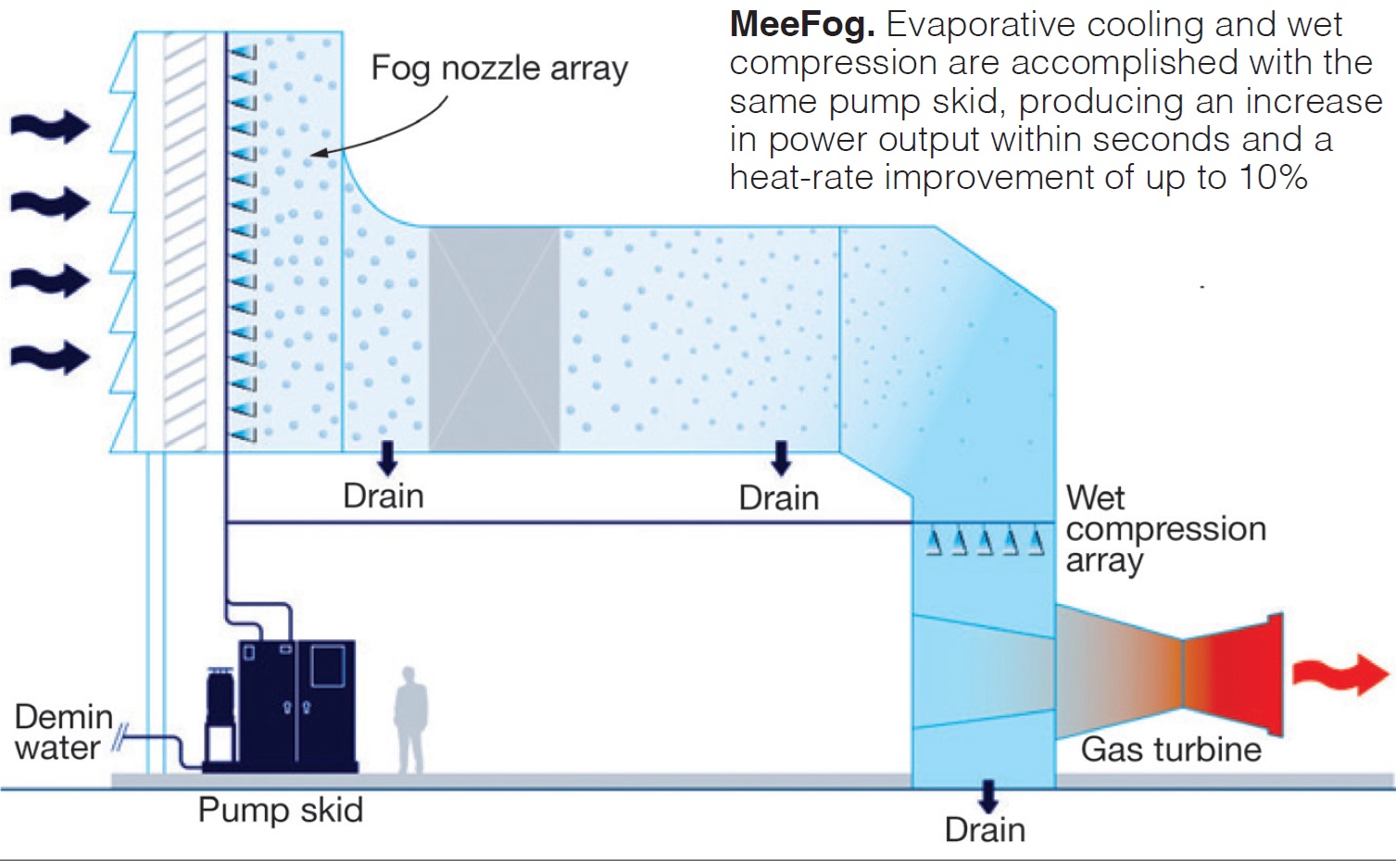
Fogging/wet compression systems are easy to integrate with gas-turbine controls, he said, adding that his company typically can deliver the necessary equipment in three months or less and can connect the new system to existing equipment within a favorable outage window.
Erosion risk is reduced with small droplet size—a distinguishing characteristic of MeeFog’s systems. Droplet size and its impact on equipment received significant air time.
The end of low-pressure CO2: How to protect your turbines and facilities going forward
Marioff NA
Jeff Krieger, sales manager
Most everything you need to know about high-pressure water mist systems as an alternative to low-pressure water mist, Halon, CO2, dry chemical, and other options. Focus of the presentation is on the benefits of replacing low-pressure CO2 systems with high-pressure water mist. Plus, what to consider when planning and staging the replacement for your plant.
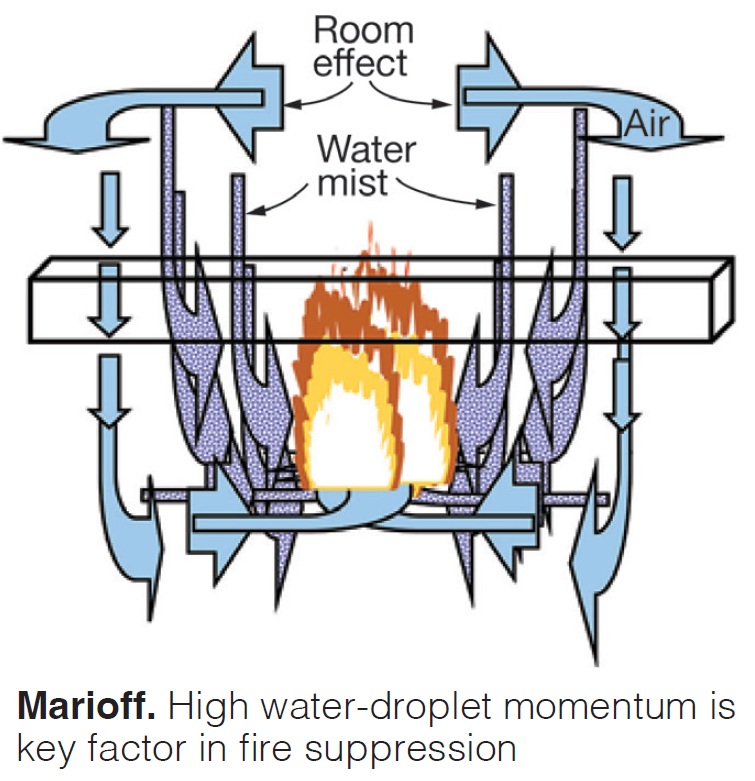
The cited advantages of water mist include the following:
- People safe. There is no need for a delay in activation—for example, to clear the confined space of personnel. Thus, the system can remain active during maintenance.
- Environment safe. There is no risk of use restrictions or ban.
- Performance is not compromised by an open door to the enclosure. Therefore, there is no need to perform enclosure integrity tests—for example, a door fan test.
- Minimal damage with optimal use of water. Water mist prevents reignition by cooling the environment below the flash point.
Cold-weather case studies (2020-2022)
Tetra Engineering Group Inc
Dave Moelling, PE, chief engineer
With winter only a few weeks away in many areas, Dave Moelling offers timely guidance regarding actions and engineered improvements to consider for improving the cold-weather readiness of your plant. The presentation encouraged discussion on the recent NERC Reliability Guideline for Generating Unit Winter Readiness (EOP-12); implications for future cold-weather planning are included.
What follows are a few bullet points extracted from the 35 slides comprising this presentation to provide a flavor of the valuable information offered. If freeze protection is a concern, you’ll want to access the entire slide deck.
- Normal heat trace and insulation are not always sufficient for high-wind conditions.
- Key instruments should have sensing lines with enhanced freeze protection.
- Enclosures of key areas are a must—including doghouses for drums, wind barriers for areas under HRSGs, space heaters for HRSG gas side and enclosed areas, and protection for drains and connecting piping.
- Modify operation during cold-weather events to minimize freeze risk. Examples: Periodically, run flow through stagnant pipes (spray water, drains, etc); install temporary heaters in shut-down systems.
- Heat trace piping typically 3 to 6 W/ft (IEEE 515).
- Valves typically require from 4 to 6 ft of trace for small spray water and other piping.
Breathing new life into old combined-cycle powerplants
EagleBurgmann Industries LP
Lauren Folsom, regional sales manager
Topics included in this presentation:
- FLIR thermal inspection.
- Material upgrades for turbine exhaust expansion joints.
- Exhaust manifold crack repair.
- Liner repairs.
- Air-house refurbishment.
501F fuel-nozzle fleet concerns (inspection and repair)
Sulzer Turbo Services Houston Inc
Jim Neurohr, gas-turbine product manager
While the 501F fleet matures and accrues operating hours, fuel-nozzle issues continue to challenge users. Sulzer has worked with numerous owner/operators to develop faster and more advanced fuel-nozzle inspections and repairs, thereby minimizing downtime when an issue arises—all while maintaining fuel nozzles in spec and reliable during operation.

Jim Neurohr’s speaking points include the following:
- Internal bellows blowouts—what and how to look for the problem and address it.
- Support housing clocking.
- Avoiding issues causing burnout on support-housing rockets, fuel tips, and baskets.
- Accurate and repeatable flow testing—incoming and final.
- Optimizing flow and spreads.
- Breakdown of repairs made to components and their return to service.
Chasing zero: Toward a future of lithium-ion battery fires prevention (a/k/a Lithium-ion battery technology)
ORR Protection Systems Inc
Chuck Hatfield, business development manager
Come up to speed on lithium-ion battery technology by reading through Chuck Hatfield’s slides. The term “lithium-ion” can be misleading to some because it differs depending on the user segment served. For example, the lithium-ion technology typically used for phones, computers, and electronics is lithium cobalt oxide (LiCoO2); that for electric vehicles (except Tesla) is lithium nickel manganese cobalt oxide (LiNiMnCoO2); for Teslas and home power walls, lithium nickel cobalt aluminum oxide (LiNiCoAlO2 a/k/a NCA); for batteries used in the electric-power sector, lithium iron phosphate (LiFePO4 a/k/a LFP.

Deployments generally are one of the following:
- Large containerized storage units.
- Small containerized storage units.
- New UPSs (uninterruptible power systems).
- Upgrades to existing UPSs.
Hatfield provides links to the major lithium-ion events (AES Chandler, Ariz, fire; AES BESS explosion; and Morris, Ill, fire) so you can get the details on what has occurred. He then reviewed why these events occurred—specifically:
- Overcharging creates a chemical reaction between the electrolyte and electrode which changes the electrolyte to gas.
- Overheating heats up the electrolyte/chemicals inside, causing a change of state from liquid to gas.
- Exothermic reaction begins, causing the separator to degrade.
- A short circuit results when the separator is breached.
- A thermal runaway occurs—most often when the rate of internal heat generation exceeds the rate at which the heat can be expelled.
Finally, about 20 slides provide guidelines on codes, tests, detection, fire barriers, fire suppression, water supply, annunciation, etc, developed by the National Fire Protection Assn, International Fire Code, and New York Fire Protection that you should be aware of.

