

New purge procedure allows faster start of gas-line maintenance
Challenge. CPV Valley Energy Center’s procedure for depressurization and purge of its fuel-gas system for inspection and maintenance required multiple movements of equipment (nitrogen trailers and hook-ups). Plant’s goal was having a procedure that didn’t require the movement of equipment and one conducive to faster purging.
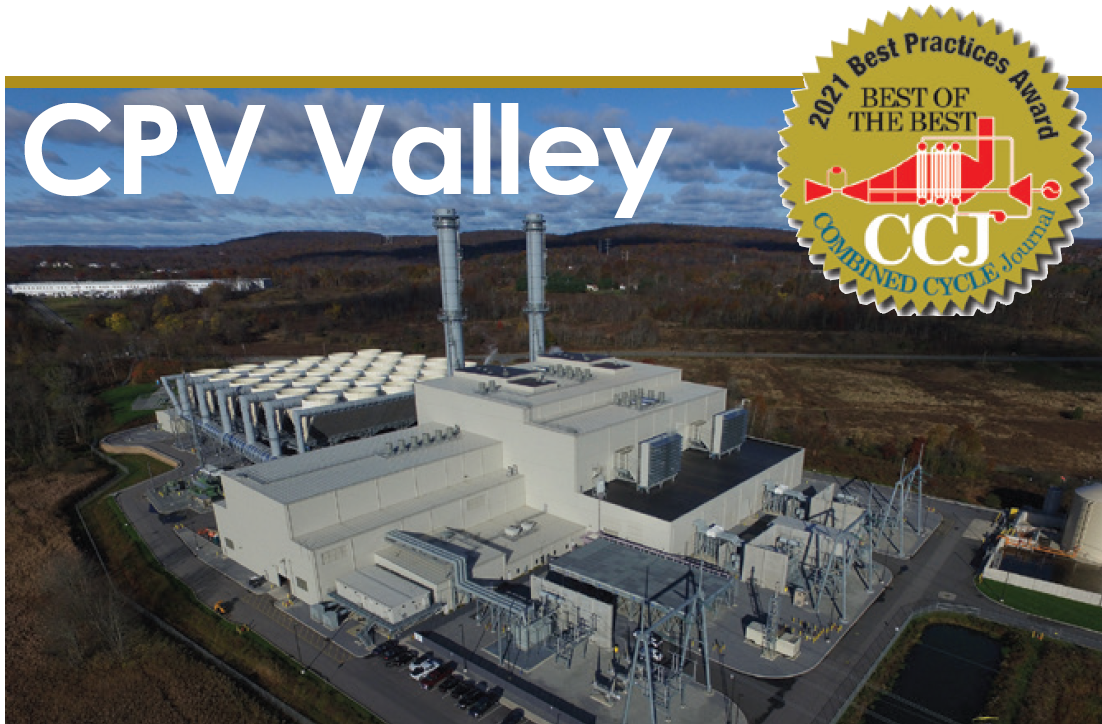
Solution involved adding new valves to permit isolation of each section of the gas train (Fig 1) and a detailed procedure for depressurization and purge that stressed safety. The gas-line regulator manufacturer provided comprehensive instructions (more than a hundred steps) to achieve the plant’s goals.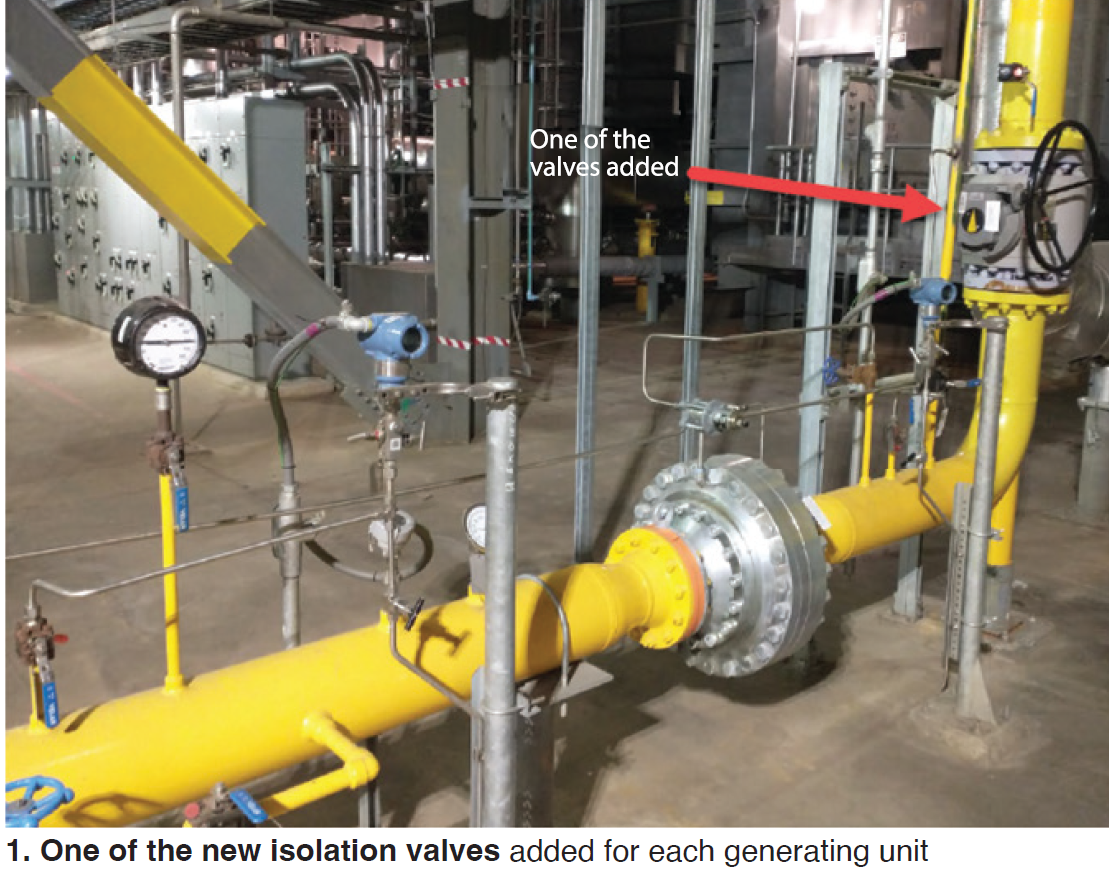
The added isolation valves allowed depressurization and purging of sections of the gas line versus purging the entire line to both generating units each time repairs were needed. The regulator manufacturer provided instructions for staff to hold open the regulator, allowing the nitrogen purge to flow through the regulator at low pressure.
The procedure developed allowed one location for the nitrogen trailer to accommodate either a sectional or complete purge.
Results. The improvements made allow staff to depressurize and then purge the gas line in sections, or end-to-end, without moving equipment. Other benefits:
- Reduced the time needed to achieve safe working conditions for gas-line work.
- Reduced the amount of fuel vented when working on isolated parts of the line.
- Ability to isolate one gas turbine at a time, potentially allowing the other unit to remain in service.
Project participants:
John Anderson, operations technician
Ed Peters, maintenance manager
Dave Engelman, operations manager
Josh Zimmer, plant engineer
Ben Stanley, plant manager
How Valley reduced the costs of plant makeup, discharges
Challenge. While air-cooled condensers (ACC) contribute to a significant reduction in overall water use at combined-cycle facilities, CPV Valley was struggling with high usage and discharge rates. This created issues with overall water-management expenses—including higher gray-water intake and discharge costs, higher chemical usage, heat losses in the HRSGs (contributing to higher heat rates), and the need for increased operator involvement in maintaining plant chemistry and tank levels.
Solution. Through a collaborative effort, the CPV Valley team developed the following key action items:
- Conduct a comprehensive review of chemistry logs with third-party consultant HDR Engineering. Outcome: The cycle-chemistry control strategy (intermittent and continuous blowdown rates) was adjusted to optimize system performance while dramatically reducing blowdown and quench-water costs.
- Initiate monthly chemistry review meetings with the O&M staff and HDR Engineering.
- Update the plant’s Cycle Chemistry Manual; train the O&M team on the changes.
- Conduct a plant-wide thermographic survey to find leaking drain valves. Outcome: More than 100 valves in the steam cycle damaged or worn out during commissioning required replacement or repair.
- Review and optimize water-treatment-system self-cleaning and backwash rates to reduce waste.
- Update operator process screens to show daily intake and discharge rates to raise awareness of their impacts on the plant budget (Fig 2).
- Perform a recapture pilot to collect valuable process and chemistry data for possible capital system upgrades in the future.
Key results of implementing the solutions above included the following:
- Reductions of from 30% to 50% in monthly water use, discharge rates, and chemical use.
- Overall net heat-rate improvement.
- Reduced wear and tear on water-treatment-system components (less operation, cleanings, and filter replacements).
Project participants:
Dave Engelman, operations manager
Ed Peters, maintenance manager
Josh Zimmer, plant engineer
Ben Stanley, plant manager
Donald G Atwood, asset manager
Dan Sampson, principal technical consultant, HDR Engineering
Safely managing, preventing gearbox failures
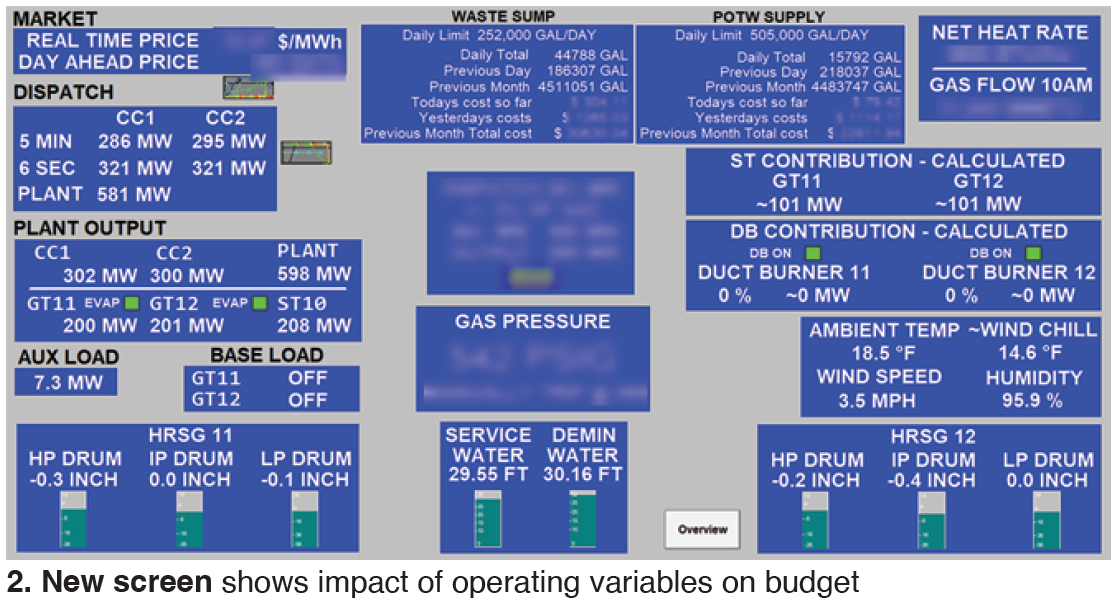
 Challenge. CPV Valley’s “In-Air” air-cooled condensers (ACC) are US serial numbers 1 and 2 (Fig 3). Though there are many benefits to the induced-draft design, there also are many maintenance challenges.
Challenge. CPV Valley’s “In-Air” air-cooled condensers (ACC) are US serial numbers 1 and 2 (Fig 3). Though there are many benefits to the induced-draft design, there also are many maintenance challenges.
Example: Traditional ACCs are designed for ease of maintenance, typically having an access platform/rail trolley system which allows equipment to be rigged and lowered out the bottom of a cell. Design of the In-Air system allowed for maintenance by use of a davit assembly in each cell—roughly 35 ft in the air above the cell platform. There are several factors to consider when using this method for maintenance—including safety, manpower, downtime, accessibility, and logistics.
While the system as designed is feasible, it presents many challenges. Among them: Setting up of scaffolding in the fan cell, erecting a davit (with multiple pieces) on the fan deck, and disassembling the fan one blade at a time and lowering down the components before the equipment requiring maintenance can be accessed. The fan hub, blades, and gearbox must be manipulated to fit through the ACC floor, requiring adjustment of the suspended load. This process creates significant safety risk, is labor intensive, and requires significant downtime. Plus, it is logistically difficult.
 The rigging challenge became obvious when several gearboxes experienced output-shaft seal leaks. To replace a seal with OEM parts requires full disassembly as described above.
The rigging challenge became obvious when several gearboxes experienced output-shaft seal leaks. To replace a seal with OEM parts requires full disassembly as described above.
Solution. Plant personnel recognized the challenges and took a comprehensive approach towards maintenance activities and scenarios. Solutions for each problem are presented below.
Output-shaft seal failures. Knowing the challenges and time associated with disassembly and reassembly of the fan blades and hub assembly to change out a seal, the maintenance department pursued development of a seal design that would require minimal disassembly. The team worked to understand the failure mechanism and engaged Corrosion Products & Equipment to collaborate on a solution. A flange-mounted split seal design was chosen. The Inpro/Seal solution continues to be leak-free and reliable after more than a year’s operation (Fig 4).
Major equipment changeout service. Staff recognized quickly that a plan was needed to change out a fan motor and/or gearbox. Several scenarios were evaluated and the pros/cons weighed for feasibility. The team worked with IPE Rigging Corp to develop an engineered plan and offer solutions to the problem.
The first solution proposed was to use a “davit arm” concept (Fig 5), which involved rigging equipment up to the fan deck. This would allow the fan to be jacked up and locked in place above the gearbox. The gearbox then could be lifted, slid out on a rail and beam-trolley system attached to the fan jacks, and then lowered to the ground.
During the design phase of the davit/jacking system, one of the ACC gearboxes failed. This created an opportunity for the team to prove that concept. However, it quickly became evident that the approach was logistically infeasible, created numerous safety issues, and would have taken seven full days to complete. Working from the top seemed to be the better approach.
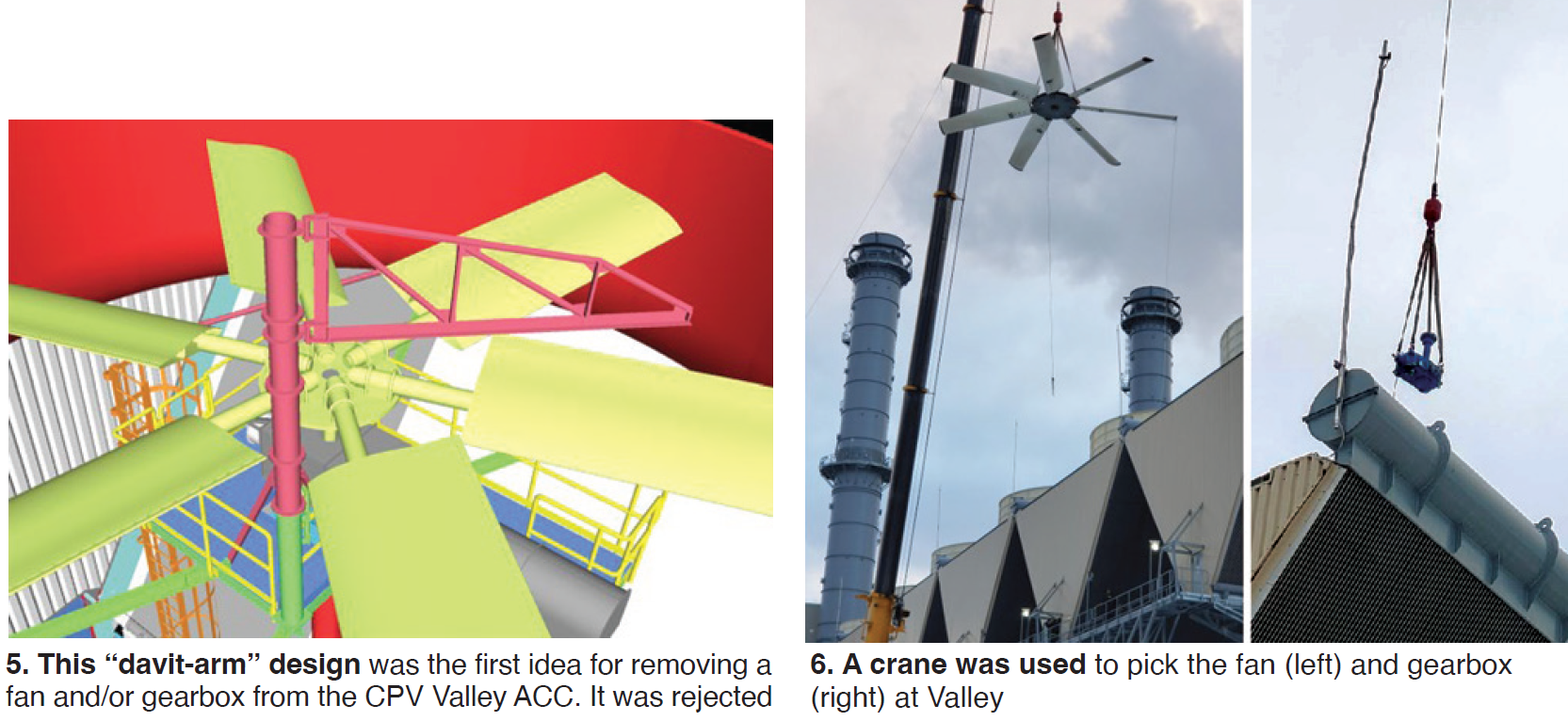
The affected gearbox happened to be in the second row from the outside, which made it easily accessible by crane. A 175-ton crane with a jib could access the fan at a radius of 105 ft, approximately 95 ft above ground level. The process involved removing the entire 36-ft-diam fan-blade assembly from the gearbox, placing it on the ground, and then removing the gearbox (Fig 6).
The first gearbox change was completed successfully—including setup, demob, and final alignments—in four days. With many lessons learned, the team was confident that if it planned properly, the work could be done safely in three days.
A design review found a crane could reach all 36 fans on the ACC. There are many details and obstacles that still must be reviewed—including terrain, setup area, underground utilities, crane size, and cost—before this can be confirmed. But this approach would give CPV Valley a viable solution for having any fan up and running in a three-day window, as opposed to seven days or longer using the davit assembly.
Results:
- A safer approach to equipment maintenance on the ACC.
- The split seal bearing design played a key role in equipment reliability and reduced downtime.
- A comprehensive study and plan involving major equipment removal and maintenance was developed for the site.
Project participants:
Tom Viertel, lead maintenance mechanic
Charlie McDonough, maintenance mechanic
Corrosion Products & Equipment
IPE Rigging Corp
Benefits of an equipment maintenance review process
Challenge. Establishing a comprehensive maintenance program takes critical focus by the O&M staff on a continual basis. When getting the initial work-management process set up, not all items for each piece of equipment, skid assembly, or system always are captured.
Solution. Team Valley developed and refined an Equipment Maintenance Review Process that takes a comprehensive approach to equipment maintenance. Key elements of the program:
- System/equipment identification. The original list of systems/equipment from the EPC contractor was reviewed and updated to ensure accuracy.
- System review checklist. A standard list was developed to assure questions are asked about each system and piece of equipment—including inventory, critical spares, lubrication, calibration requirements, etc. All information was reviewed and updated in the CMMS (computerized maintenance management system).
- Periodic meetings are conducted with key O&M stakeholders to review the checklist, O&M manuals, service bulletins, etc.
- Operator rounds and surveillance checks are reviewed and updated based on any findings from the review.
- Engineering and EHS personnel review any potential regulatory or compliance requirements.
- Team members are assigned action items for completion and follow up prior to the next meeting. Examples of action items: Creation of PMs, modification of existing PMs, obtaining quotes, and submission of new inventory forms.
- CMMS is updated with any new items related to preventive maintenance, spare parts, and inventory.
- Status of the program/action items is distributed weekly and posted in common areas so all can see and monitor program process.
Results:
- Developed a more comprehensive preventive-maintenance and work-management program for plant systems and equipment.
- O&M team members increased their knowledge of systems and equipment through the more-focused reviews of individual components.
- Less corrective/reactive maintenance is required.
Project participants:
Ed Peters, maintenance manager
Ben Stanley, plant manager
A collaborative, comprehensive approach to safety
Challenge. Sustaining a best-in-class approach to safety requires continuous effort by plant employees. The best way to maintain the program is to make sure that safety issues are addressed in a timely manner and results are reported back to all hands so they know action will be taken when they bring up safety issues.
Solution. There are several key elements to a plant safety program—such as proper training, proactive safety discussions during daily meetings, employee-led safety committees, safety recognition, job hazard analysis, near-miss reporting, lessons learned, etc. This entry focuses on a few key safety program elements at CPV Valley Energy Center, as described below:
Safety work management. While there still is a use for the dusty safety suggestion box, a better way to track safety concerns is through the plant’s work management system. Team Valley implemented the following features in their CMMS:
- Safety work orders are classified as “Safety” (immediate concern) or “Safety suggestion” (a safety improvement).
- If a Safety work order is submitted, an email to the entire plant staff is generated making all personnel aware of the issue.
- Plant management reviews the Safety work order immediately and ensures that preliminary mitigation measures have been taken.
- If the issue can be resolved quickly, it is addressed and the work order closed. If a long-term fix is required then mitigation measures are put in place. The work-order status is changed to “Safety Mitigated” until it can be addressed permanently through proper planning and budgeting.
- When the work order is closed out, another email informs all employees that the issue was resolved.
- The entire list of safety work orders, safety suggestions, and safety mitigation work orders is reviewed during the plant’s periodic work-management meetings and by the plant employee-led safety committee. Some of the best items/actions may be selected for recognition, with contributing staff members receiving a recognition notice along with a gift card thanking them for their attention to safety.
Housekeeping is an important safety program item. CPV Valley staff took an area ownership approach. Teams were developed (based on shifts) and physical areas designated on a facility map. Cleaning stations were set up for easy access to cleaning equipment and trash cans. Periodically, site management chooses a new area to inspect to ensure the crews are keeping their areas clean and have the resources to do so. Management also has an assigned area and meets periodically to roll up their sleeves and maintain their areas of responsibility.
Visitor management and orientation—pandemic and beyond. With the onset of the pandemic, the tracking and admitting of visitors without exposing anyone became more of a challenge. Several key processes were developed, including these:
- Contractor orientation. Contractors are contacted before they arrive at the site to review the plant’s orientation video online. They still are required to complete the exams associated with the video and report back to the site’s EHS coordinator, who validates attendance and ensures all site documentation requirements are met.
- Job hazard analysis. Blank forms are sent to contractors for completion ahead of time; the contractor returns the forms prior to arriving at the plant. This gives the sponsor the opportunity to review and make changes, if necessary. The JHA still is reviewed and signed in person, but the initial time taken to complete the forms is done remotely, minimizing exposure time between employees and contractors.
- Sign-in/sign-out process. Site personnel came up with a better way to track visitors and contractors onsite using LobbyTrack, software that allows for contactless registration through use of a Quick Response code that can be scanned by any smartphone. The visitor enters his or her contact information into the system and is automatically registered in the plant’s visitor log.
- The system also has features such as host notification, whereby the host can pre-register visitors and will be notified when the check-in process is completed. The system can be used to notify visitors and contractors via text message when evacuation orders are initiated. Lastly, the visitor log can be viewed from anywhere using a computer, smartphone, or tablet.
Results:
- A safety program that values employee input.
- Quick resolution of safety issues.
- Clear communication on safety items and progress.
- Constant input and improvement to safety programs.
- Streamlined contractor orientation and check-in along with minimal social interaction and touchless registration options.
Project participants:
CPV Valley O&M team
Ed Peters, maintenance manager
Dave Engelman, operations manager
James Longhenry, EHS coordinator
Elizabeth Judge, plant administrative assistant
John Anderson, operations tech and chairman of the Safety Committee
CPV Valley Energy Center
Owned by CPV/Diamond Generating Corp
Managed by Competitive Power Ventures
Operated by DGC Operations LLC
680 MW, gas-fired 2 × 1 SGT6-5000-powered combined cycle located in Middletown, NY
Plant manager: Ben Stanley


