

The Australasian Boiler and HRSG Users Group (ABHUG) held its 2022 conference last November, in Brisbane, Australia. Participants joined from Australia, Germany, New Zealand, Singapore, UK, and US. There were 24 technical presentations and a workshop on film-forming substances. Selected highlights follow.
ABHUG 2023
The Australasian Boiler and HRSG Users Group will conduct its 2023 meeting in Brisbane in November. Dates, venue, and other details will be available at www.ccj-online.com as they become available.
We are not alone
A unique element of all associated HRSG conferences (ABHUG, European HRSG, and the US HRSG Forum) is hearing and discussing the latest trends in thermal-transient and cycle-chemistry issues facing all HRSG owners and operators worldwide.
Conference Co-Chairman Anderson (see Steering Committee box) presented a summary of thermal-transient survey assessment results conducted worldwide. This appraisal now includes 64 combined-cycle plants surveyed from 2009 through 2022, tracking 31 key operational and equipment issues that are within owner/operator control.
One very important concern is that only six of those plants has a formal boiler-tube-failure root-cause program in place. A proper program includes tube-sample removal to define failure mechanisms, complete determination of root cause, and upper management agreement with the time and expense involved to remove the failure sample. Industry-wide use of such a program could easily improve.
That said, some surveyed areas are showing progress. For example, routine attemperator hardware inspection has increased, although it remains low at only 12% of the plants. Also improving are stable operation of attemperators and some areas of plant control system monitoring.
The most important takeaway, explained Anderson, is that leaking attemperator spray-water valves continue to cause more steam pipe and HPSH/RH tube failures than any other issue surveyed. That’s too bad because it’s a relatively easy thing to detect and repair. The major culprit is a plant’s use of Master control valve/Martyr block valve logic. Just reversing this logic—and of course repairing already damaged valves—will prevent or delay repeated leak-by.
Also, during the meeting, Co-Chairman Dooley offered an update on cycle-chemistry control where he reviewed a list of repeat cycle-chemistry situations found in more than 260 plants worldwide. Such common situations, which can include corrosion-product transport, air in-leakage, low levels of alarmed instrumentation, and lack of proper shutdown protection, lead to plant damage.
These updates from a global perspective, becoming hallmarks of the associated HRSG events, tell owner/operators they are not alone in their plant challenges. The interactive conferences are ideal for sharing details and discussing them with other plant users, equipment and service providers, and industry consultants.
Anderson and Dooley continue to collect and analyze these statistics and trends.
Darling Downs
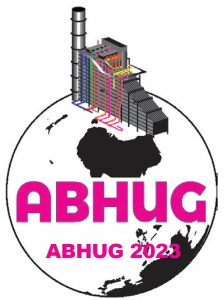
The Darling Downs Power Station in Dalby, Queensland, is a 3 × 1 coal-seam-gas-fired 630-MW combined cycle with GE 9E gas turbines, a two-stage GE 270-MW steam turbine, and air-cooled condenser—all commissioned in 2010. Origin Energy’s Ashwin Shinde discussed the past four years of movement into flexible operations, specifically plant alterations and changes to both operations and maintenance.
The three horizontal-flow, dual-pressure HRSGs (Fig 1) were supplied by NEM, Netherlands. Water chemistry is ammonia-based AVT(O).
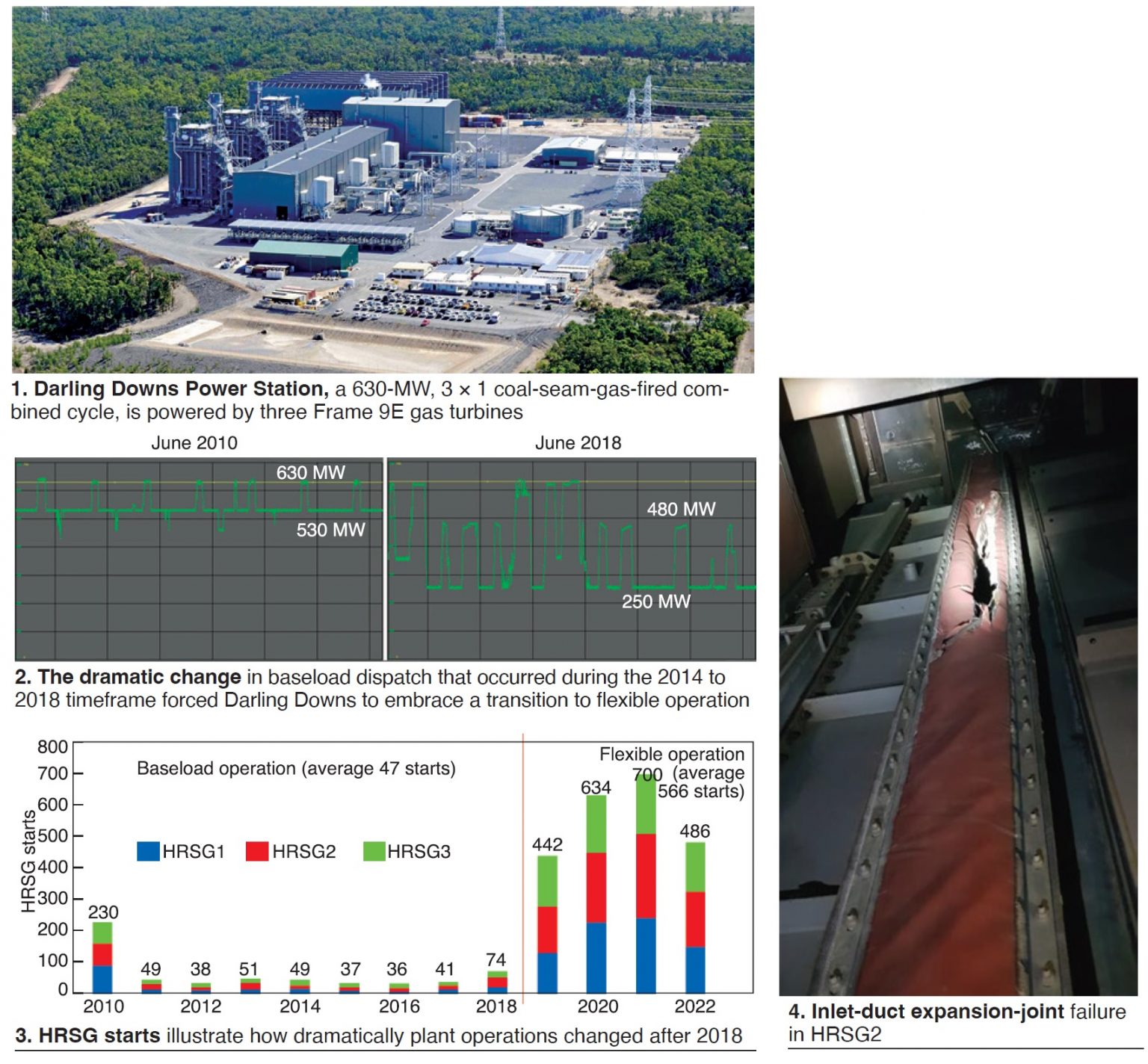
Darling Downs was originally designed for baseload operation. By 2018, it had to begin adjusting to flexible operation (Fig 2). Average annual starts have moved from 47 in early years to 566 since 2019. Annual total-plant running hours in baseload approached 20,000. In flexible operation, the annual average reduced significantly to 11,365 (Fig 3). Startups and downtime therefore became major operating and equipment concerns.
This led to some physical plant changes.
The main steam control valves were modified to avoid stop-valve stem erosion. HP and LP stop-valve actuation was added in 2020 to retain heat in the HRSGs following shutdowns. Also in 2020, the chemistry control room was upgraded to more accurately monitor cycle chemistry.
The next year, HP-bypass warming-valve actuation was added along with thermocouples to closely monitor main-steam pipework temperatures.
Controls and procedures also began to change.
Sky-vent valve operation was modified to improve pressure and temperature control, and to prevent cold steam from entering hot pipework. Startup drum control was used to avoid oscillations and swelling. Superheater drain and drip-leg valve opening times and durations were changed to improve condensate evacuation. Attemperator operating philosophy was modified to control steam-to-turbine temperature matching, and ramp rates were reduced and more carefully controlled.
Minimum warmup load was reduced from 20 to 10 MW to improve HRSG warmup control. For the steam turbine, the original (OEM) temperature matching program was replaced with a lower-inlet-pressure control setpoint and higher inlet-steam-temperature roll permissive.
A control-loop design change was needed to improve duct-burner response to the automatic generation-control setpoint.
The main-to-auxiliary steam supply setpoint was reduced to allow for continuous operation of the auxiliary boiler and maintain vacuum during shutdown.
Maintenance schedule changes also were implemented, and a detailed risk-based inspection (RBI) program was launched—including cycle chemistry reviews.
Shinde then reviewed component failures that have occurred during the past four years of flexible operation:
- HRSG2 LP economizer drain leak.
- HRSG1 LP economizer upper header leak.
- HRSG2 inlet-duct expansion-joint failure (Fig 4).
- HRSG1 and 2 LP economizer differential-pressure-gauge impulse line sheared.
Diamantina
 APA Group’s Diamantina Power Station is a 230-MW combined-cycle site on a remote, isolated grid serving the mining industry, in Mount Isa, Queensland. The plant is operated in two 2 × 1 blocks commissioned in 2014 and has not yet achieved maximum output.
APA Group’s Diamantina Power Station is a 230-MW combined-cycle site on a remote, isolated grid serving the mining industry, in Mount Isa, Queensland. The plant is operated in two 2 × 1 blocks commissioned in 2014 and has not yet achieved maximum output.
HRL Technology Group, represented by Sam Clayton, worked with APA to maximize plant output and improve flexibility, initially developing overall thermodynamic models for a range of operating scenarios.
One key issue has been high HRSG furnace exit temperature and steam-turbine degradation. Supplemental firing has not been used, and the two power blocks have operated in isolation. The two steam turbines, each rated 40 MW, have only reached 36 MW.
Improvement objectives included:
- Maximize steam-turbine output through supplemental firing of HRSGs.
- Maintain steam-turbine output for varying gas-turbine loads by modulating duct firing.
- Implement steam ranges in combination with duct firing to achieve full capacity for both STs when only three of the four GT/HRSGs are operating.
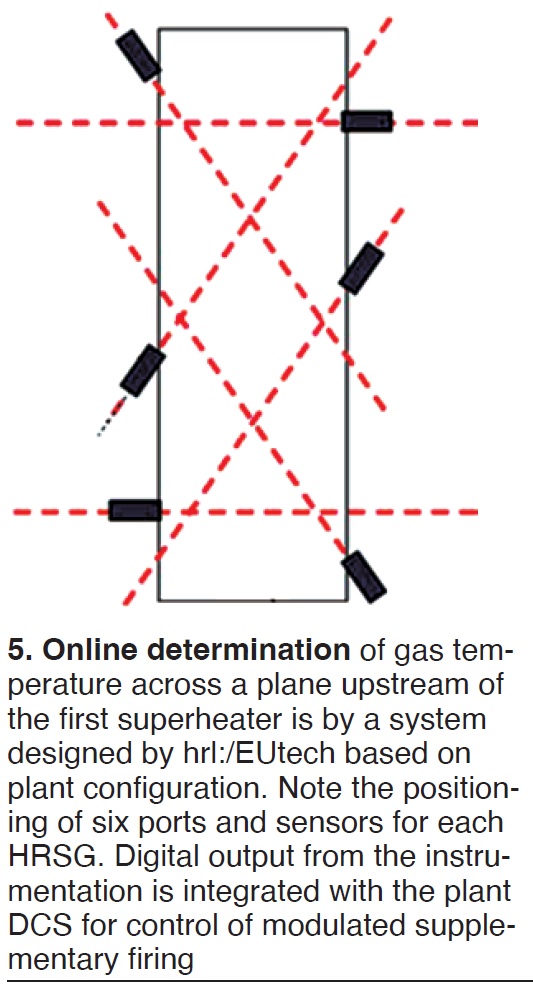
To do this, effective control of duct-firing rate and gas temperature is required for safe and effective operation, and to not overheat the final superheater tubes. Thus, advanced temperature measurements were required.
HRL joined with EUtech Scientific Engineering to integrate online monitoring of HRSG exit gas temperatures (Fig 5). The system at Diamantina is installed across a plane upstream of the first superheater.
This setup allows:
- Optical measuring; thermal radiation of CO/CO2 is used to measure temperature.
- Temperature measurement from 750F to 3630F.
- Single-point and 2D/3D measurements using multiple sensors.
- Digital output for integration with plant DCS.
- Easy installation; robust service life.
Using six ports and sensors for each HRSG gives output with either one or two burners in operation.
A few benefits:
- Allows operation near maximum temperature limits without exceeding maximum allowable gas temperatures (protecting superheater).
- Allows maximum steam-turbine and plant load.
- Allows operation of steam turbines at steady load with operating flexibility achievable through gas-turbine and steam-flow load modulation.
- Allows control of modulated supplemental firing.
Clayton’s summary: “Integration of online monitoring along with a new control strategy has enabled full modulating control of the supplemental firing system. These improvements have led to enhanced flexibility to maximize output and meet network swings in electricity demand.”
Next steps at Diamantina are these:
- Allow transfer of steam from one block to the other for full plant load with one gas turbine/HRSG out of service.
- Operate in a more flexible mode to allow commissioning of 88-MW solar-farm capacity at Mount Isa.
Clayton also described advantages of using this same equipment to optimize combustion at coal-fired plants.
Sharing ideas for Kwinana
NewGen Power Kwinana Pty Ltd operates a 1 × 1, 320-MW combined cycle at a naval base in Western Australia. Commercial operation began in 2008 (Fig 6).
Steam-turbine exhaust steam is condensed in a seawater-cooled, titanium-tubed condenser. Boiler blowdown is recycled to the water treatment plant. Demineralized makeup water is produced via ion exchange using both raw potable and recycled blowdown water.
Water chemistry for Kwinana is AVT(O). Additional dosing of low-ppm amine-based film-forming substance at the feedwater tank for shutdown protection began in March 2022.
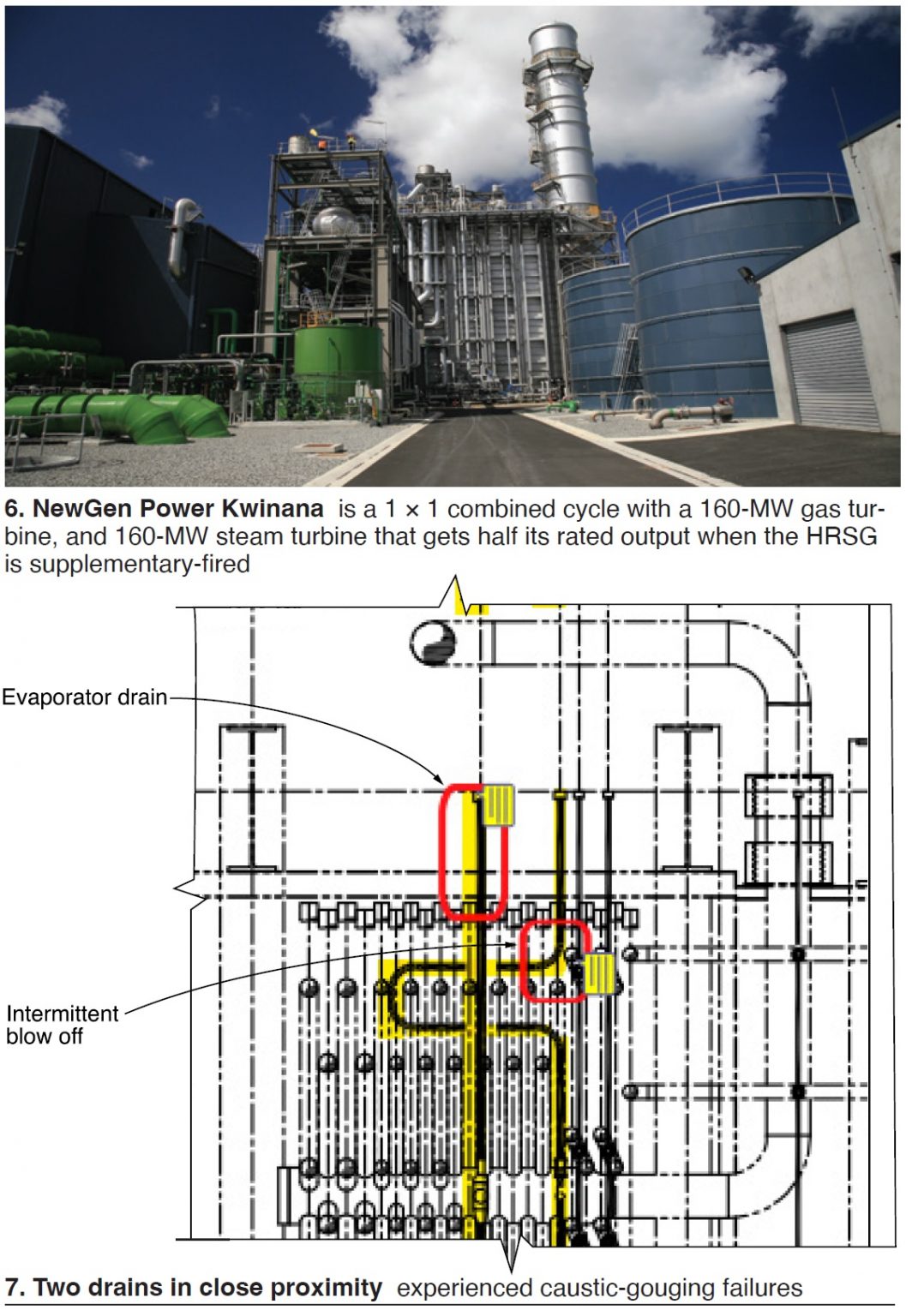
Two drains in close proximity within the HP evaporator system have been experiencing repeated failures, specifically the HP intermittent blowoff (IBO) and HP evaporator drains (Fig 7). Failure causes are hydrogen damage, erosion, and caustic gouging.
Some key details:
Caustic gouging was identified as the root cause of failures in the carbon-steel pipes. However:
- Blowdown line is in the lower crawl space, away from the hot gas path.
- Pinhole failures occur at the top of the horizontal pipe. Deposits/corrosion are more likely along the bottom.
- No evidence of overheating or localized hot spots was observed in the bulk microstructure or from hardness testing.
The presenter, Veronica Yeo, shared specifics of the repeated failures and asked for input on a permanent solution.
An HRSG engineer/inspector present identified this as a common design error and informed the group why these failures occurred and how to prevent them. Horizontal evaporator drain pipes inside the casing are exposed to gas temperatures above saturation, so the water boils away leaving deposits that result in corrosion and failure along the top of the drain pipes.
One possible solution discussed is to route the drains downward through the bottom of the casing, so the piping remains flooded. Another is to upgrade the carbon steel material to T11 or T22. The current plan at site is to replace all drain lines with P11. Also, monitoring the temperature on the top surface of the horizontal piping will confirm the mechanism.
This was an excellent example of conference-participant input and group discussion.
Film-forming journey
AGL Energy Ltd, Australia’s largest electricity generator, began a “film-forming journey” in 2019 at Torrens Island B. The four 200-MW gas-fired, natural-circulation drum boilers are constantly cycled and face possible “mothballing.” Torrens Island A is already mothballed.
The purpose is offline protection for short- and long-term standby.
AGL’s starting point was (and remains) Section 8 of IAPWS Technical Guidance Document 8-16 (2019), Application of film-forming substances in fossil, combined-cycle and biomass powerplants. Get your copy of this TGD gratis at www.iapws.org.
AGL’s Brad Soutar explained the overall dosing program at Torrens Island:
Station A (closed)
- Dosing varied for 3-6 months prior to mothballing.
- Dose rates calculated at 1 ppm in feedwater.
Station B1 (mothballed; closure by 2024)
- Dosed for 3 months prior to mothballing.
- Dose rates calculated at 1-2 ppm in feedwater.
Stations B2, 3, and 4 (available; recent decision to retain)
- B2 setup installed.
- B3 and 4 installations in FY23.
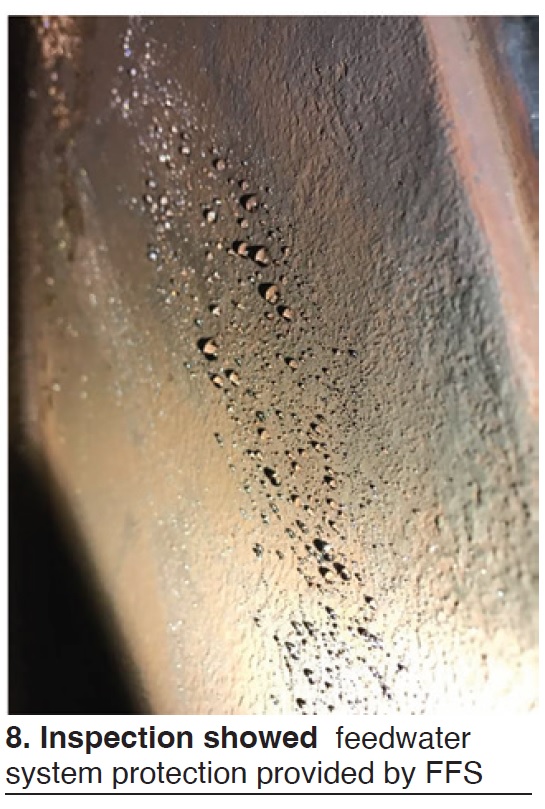 Product used is Nalco Powerfilm™ 10000 (filming corrosion inhibitor). Initial inspections showed adequate protection of the feedwater system (Fig 8) and negligible impact on water chemistry. There has also been a reduction in corrosion-product transport during startup. Upcoming plans include more inspections to monitor effectiveness, and possibly increased dosage rates and frequencies.
Product used is Nalco Powerfilm™ 10000 (filming corrosion inhibitor). Initial inspections showed adequate protection of the feedwater system (Fig 8) and negligible impact on water chemistry. There has also been a reduction in corrosion-product transport during startup. Upcoming plans include more inspections to monitor effectiveness, and possibly increased dosage rates and frequencies.
AGL’s Liddell power station houses four 500-MW forced-circulation drum boilers firing black coal. Units suffer significant challenges with tube failures, and frequent chemical cleaning. Dosing began in 2020.
The objective is to reduce boiler oxide growth by decreasing iron and copper corrosion-product transport. (Lindell has copper-based condensers and LP heaters.) Powerfilm 10000 is dosed after the condensate polishers with polishers in service. Dose rate is 1 ppm based on boiler full load.
Soutar discussed a few outcomes:
- No condenser resin fouling has been detected. There has been improvement in feedwater iron transport, but feedwater copper transport results are inconclusive. Boiler-tube oxide thickness has stabilized, and future testing will include oxide density.
- Future work also includes an increased dose rate to 2 ppm.
- Two other plants, Loy Yang A and Bayswater, are in the early stages of dosing and examination. Soutar stressed the need to begin with a formal, detailed review process, including accurate baseline data. He stated: “Success is seen at the end, but stems from the start.”
Other specific case studies
- Kogan Creek, 1 × 750 MW, coal: Reheater tubes, and film-forming substances (FFS; CS Energy).
- Loy Yang B, 2 × 580 MW, coal; Cycle chemistry challenges for flexible dispatch (LYB Operations & Maintenance Pty Ltd)
- Mount Piper, 2 × 700 MW, coal: Unit layup scenarios including film forming substances (Energy Australia).
- Pelican Point, 2 × 1 combined cycle, 485 MW: Operating history and preservation (Engie).
Aging of P91 steel
Charles Thomas, Quest Integrity (New Zealand), noted the historical improvement in creep strength of P91 over P9 steel by adding very small amounts of vanadium, niobium, and nitrogen but also noted a “disappointingly high number of unanticipated failures.” He attributed this largely to improper fabrication heat treatment (normalizing and tempering). He added that “We now see particular difficulties with Type IV cracking, and irreversible loss of creep strength in the weld heat-affected zone.”
Thomas explained how aging has decreased the material creep-rupture properties, making an important point that the effect is often not considered in remaining-life assessments.
He then proposed a Larson-Miller parametric equation to manage time/temperature creep data, suggesting a “time-dependent C constant” and asking, “What if the Larson Miller Constant is not a constant at all?” The result would be a correlation between C, time, and temperature.
Work is ongoing, including an extended database, and will be presented at ABHUG 2023.
 Aging high-pressure headers
Aging high-pressure headers
HRST’s Brian Craig stressed the importance of careful assessment for aging high-pressure headers. He began with a key point for all: We are seeing an increase in failures because of the accumulation of cycles and operating hours on 20-year-old equipment. Specific to HP superheater and reheater headers, he added the factor of risk to plant personnel.
“Header geometries include tube hole penetrations, branch connections, hanger lug welds, and end cap welds, all of which can create failure risk areas,” Craig explained. “Some OEM header end caps are a serious concern, because of their weld joint design.”
“In general,” he said, “failure risk is elevated in units that are more than 15 years old or have more than 1000 starts.”
Craig walked everyone through specific examples recently seen by HRST and stressed that “some have been analyzed for root cause, and some have not.”
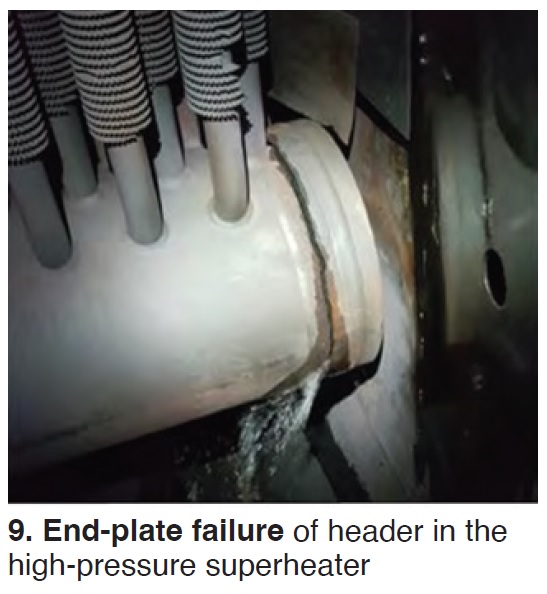
He offered an example where the end cap was correctly manufactured according to the ASME Code (and acceptable to AS1228/AS1210) but failed after more than 2000 cycles. The root cause was a lack of fusion that cannot be avoided in this design. This led to a stress concentration at the gap root where a fatigue crack was able to initiate and propagate to failure (Fig 9).
Other end plate failures occurred in the same HRSG, and some of these liberated, posing a significant risk to personnel.
While the HRSG presented had seen a significant number of cycles, many HRSGs in Australasia (and globally) will approach these cycling levels soon and those with this particular design should inspect for this type of cracking.
Craig also discussed improper test locations and alternatives.
HP bypass-to-CRH connections
Chris Jones, Quest Integrity Aus Pty Ltd, discussed the integrity of HP bypass to cold-reheat pipe connections and described the best NDE methods for inspecting failures.
For an HRSG, the high-pressure bypass pipework can allow the gas turbine to remain on while the HRSG is pressurized (allowing main steam to bypass the turbine). But the associated pressure control valve can be subject to demanding operating conditions and erosion damage.
The failure mechanisms discussed included creep, fatigue, creep and/or stress relaxation cracking, fatigue cracks, water-hammer events, and resonance.
Jones’ recommendations for inspecting areas upstream of the pressure control valve and/or isolator valve included fluorescent magnetic particle, ultrasonic, replication, and hardness testing.
 KinetiClean
KinetiClean
Jeff Bause, president and CEO of Groome Industrial Service Group (US), was in Brisbane to introduce KinetiClean™, a new shockwave system for cleaning HRSG finned tubes.
KinetiClean uses a detonation-cord curtain (Fig 10) and automated high-pressure, high-volume air jet system to clean the tubes, followed by in-house debris removal and disposal services.
Benefits include reduced backpressure and increased heat rate, along with increased HRSG efficiency and flexibility. Bause presented specific case studies to support the use of this new cleaning system. He also explained Groome’s capabilities for SCR/CO catalyst cleaning, repacking and replacement; AIG retrofitting and cleaning; CO acid/water washing; ACC and cooling tower cleaning; and permanent sampling grid installation.
Other specific presentations included:
- Expansion joints and penetration seals (Dekomte).
- Ultrasonic flowmeter to monitor for attemperator spray leakage (Anderson and Duke Energy).
- Steam-turbine nozzle plates (HRL).
- Boiler-drum operational limit analysis (ALS).
- Pulverized fuel mill failure (Energy Australia).
Cycle chemistry and film-forming substances
ABHUG 2022 featured a Workshop on film-forming substances. The latest international activities were reviewed regarding the effectiveness, applications, and risks associated with these potentially game-changing additions to HRSG and boiler cycle chemistry.
According to Barry Dooley, several takeaway messages came through including:
- FFS can be effective in protecting water/steam-touched surfaces against FAC and other forms of corrosion, therefore reducing corrosion-product transport.
- FFS should only be used after all existing cycle chemistry program shortfalls are eliminated. If a station’s water chemistry is not known and optimized, experience shows that failures and damage can occur with both amine and non-amine FFS applications.
- Hydrophobicity is not a valid indication that FFS is protecting pressure-part surfaces.
- Owners take a substantial risk when feeding any product (including FFS) into the plant if the product’s constituents and potential interactions are not known.
David Addison, Thermal Chemistry, repeated the critical need for due diligence for any application of FFS in a combined cycle or other type of plant.
Dooley and others also provided and discussed IAPWDS, AUSAPWS and NZAPWS updates, including relevant Technical Guidance Documents issued and offered free of charge by the association (www.iapws.org).
Acknowledgements
Exhibitors in Brisbane were Duff & Macintosh/Sentry, Flotech Controls, hrl:, Mettler Toledo, Swan Analytical Instruments, and Talcyon.
Event sponsors were: IAPWS, hrl:, Swan Analytical Instruments, and Ecolab.
Steering committee
ABHUG is chaired by Barry Dooley, Structural Integrity Associates (UK), and Bob Anderson, Competitive Power Resources (US). Steering committee members in addition to Dooley and Anderson are the following:
David Addision, Thermal Chemistry, New Zealand*
Matthew Sands, CleanCo, Queensland**
Russell Coade, HRL Technology Group, Victoria*
Michael Drew, Australian Nuclear Science & Technology Organisation (ANSTO), NSW*
Armand du Randt, Genesis Energy, New Zealand*
Stuart Mann, AGL, Victoria**
Keith Newman, Synergy, Western Australia**
Charles Thomas, Quest Integrity, New Zealand**
—————————————————————————————————-
* Consultant
** Energy provider


