WTUI 2024 Recap
The basic structure of WTUI’s 33rd Annual Conference and Expo at the Renaissance Palm Springs Hotel and Conference Center, March 24-27, 2024, mirrored that of Western Turbine’s traditional in-person meeting format described in the intro to its upcoming 2025 conference. Focus here is on the breakout sessions for the LM2500, LM6000, and LMS100 engines that followed lunch and a visit to the exhibit hall on the first full day of the meeting.
2025 WTUI Coverage
- President’s welcome, leadership, history
- WTUI 2025: What’s in store – overview and technical agenda
- WTUI 2025: Exhibitors and sponsors
- WTUI 2024: Detailed conference recap (below)
- WTUI AERO FORUMS: O&M advice free for the asking
Note that mention of the LM5000 is not included because that machine no longer was supported as an integral unit by the OEM or its Authorized Service Providers (IHI, MTU, and TCU). According to the most reliable industry data available to the editors, only 28 of the 102 LM5000s produced by GE for service were still operating at the end of 2022.
Owner/operators basically are on their own to arrange for repairs and parts. GE, MTU, and a few specialty maintenance and overhaul shops may still have interest in what business there is, say industry sources. Staffing challenges prevented CCJ from sitting in on the user group’s discussions.
The LM2500 breakouts were organized and conducted by Garry Grimwade of Riverside Public Utilities while the LM6000 sessions were managed by Dave Fink, who was associated with Onward Energy at the time (today Allied Power). They included engine-specific presentations by GE, TCT, MTU, IHI, and Strategic Power Systems Inc (SPS), plus robust open discussion.
Jason King of Onward Energy was appointed chair for the LMS100 breakouts beginning with the 2024 meeting. Important: The units in this fleet (81 at the time of the 2024 meeting) are supported only by GE.
Finally, keep in mind the ASPs have not participated in WTUI events since the conclusion of the 33rd Annual Conference and will not be presenting to the end users at the upcoming conference. This may be of importance to you because the findings and work profiled as it relates to the LM2500 and LM6000 will no longer be readily available to users.
LM2500, GE
GEV kicked off the LM2500 session with several of its engineers presenting. Product Leader Nam Tram began the company’s participation with a safety moment and GE Vernova fleet overview: More than 40 million operating hours (in round numbers) recorded by1161 LM2500 base, LM2500+, and LM2500+G4 machines. Highlights of the presentation include the following:
Completed engine programs
- Multiple spline wear events in the field, usually detected when the engine is unable to start after shutdown. Wear is caused by inadequate oil bath levels in the spline area. Enhancements and recommendations are offered to correct the issue.
- Gas fuel hose contact wear on DLE engines caused by small variations in length of individual hoses. Procedure for checking the clearance between adjacent fuel hoses is provided along with enhancements to correct the issue—including a new P-clamp assembly.
- Wire-mesh ejector screen to prevent ingestion of foreign objects into the sump pressurization system has suffered damaging flow-induced vibration in many cases, causing wear at the wire filament crossings. Guidance on identifying wear, and screen replacement, are provided.
- Some engines were shipped with lube and scavenge pumps that have non-conforming drive keys installed on the shaft driving scavenge element. Operation with heavily contaminated lube can shear keys prematurely and flood the engine sumps with oil. Cause: A heat-treat anomaly. Recommendation: Check OEM correspondence to see if your unit has been identified for replacement.
- Nitride bearings 4B, 5R, and 7B have been identified with several “events” caused by hard-particle contamination. Recommendation: Install nitride bearings in accordance with Service Bulletins, 304, 305, 306, and 309.
Active engine programs
- Displaced fuel-manifold hinged brackets can cause contact between the bracket and liquid-fuel tubes, possibly contributing to fretting wear and a fuel leak. Flex brackets without hinges are in development. Stay tuned.
- Reports of leakage from the flexible hose integral to the sump vent manifold are attributed to fretting wear between the corrugated hose and protective braid. Inspect for manifold leaks and replace with current configuration until new hardware is available.
- Fracture of the TLO lube-oil pump spline manifold causes oil loss and potential clutch starvation. Belief is that miss-handling/installation created a preload on the tube. Instructions for proper installation are reviewed; possible solutions are under review.
- LM2500+G4 HPT first-stage blades have experienced trailing-edge oxidation, especially in wet SAC applications. Early maintenance and higher scrap rates are concerns. Service Bulletin was expected end of last year, assuming availability of spare blades.
Completed package programs
- Be on the lookout for 360-deg crack/damage on the inner skin of the exhaust tunnel at the gas-turbine end, which was reported on one unit in the fleet. Dissimilar thermal growth between two liner sections welded together are the apparent cause. Retrofit instructions are presented for this repair.
- Control software has been updated for implementation of the logic to add resettable start (cycle) and hours counters on the HMI screen for subassemblies (LPC, HPC, combustor, LPT, and HPT). Recall that counters and timers, and run hours, for the subassemblies must be easy to reset when parts are swapped or replaced. Field recommendations for software updates are covered in Product Bulletins 325-327.
- Quality issues identified with the large quick-disconnects for the hydraulic starter motor, vent van motor, and liquid boost skid pump have been corrected. The installation procedure for the disconnects was a major contributor to the distresses documented. Consult Product Letter IND- 24-001 to dig deeper.
- Blowdown hoses between the pulse header tank and the blowdown pipe supplied with the air inlet houses from one GE subcontractor had inner diameters too large to fit securely to the connection points at each end of the hose. Fix is simple: Replace hoses with those of smaller ID. Consult Product Letter IND-24-002.
- Mixed fittings for Hamlet (Ket-Lock) and Swagelok connections in LM packages, not endorsed by GE Vernova, may contribute to leaks. Recommendation: If mixed fittings are identified, rework the components to assure Swagelok only hardware. Consult Product Letter IND-24-003.
- Investigation of distressed power-turbine blades concluded that uncompensated combustion during startup, which could be caused by any significant disturbance in fuel-nozzle flow,
- thermally distressed the blades. Issues can be avoided by use of the latest software to monitor individual T48 probes and spread during sub-idle operation and to shut down the unit if limits are exceeded. Consult Product Bulletin IND-328.
- LM/TM2500 product bulletins released since the 2023 WTUI conference and not mentioned in the completed package programs listing immediately above:
- IND-317, “LM2500 turbine enclosure air flow improvement,” which provides instructions for modifying some components to improve ventilation air flow inside the turbine room.
- IND-319, “LM2500 liquid fuel supply flex hose/pipe replacement,” to mitigate fuel leak distress on units designated as TM2500 GEN8.
- IND-320, “LM2500 and TM2500 exhaust-collector tunnel repair,” provides instructions for repairing the exhaust-collector tunnel when cracks are in evidence on the front end—specifically on the inner liner.
- IND-323, “LM2500 Xpress/K115 relay dial settings.” Purpose is to introduce the latest settings for relay K115 for proper reset action after emergency shutdown.
- IND-324, “TM2500 GEPC generator cooling-fan blade liberation,” references the relevant customer technical communication letter from GEPC.
- LM/TM 2500 product letters released since the 2023 WTUI conference and not mentioned in the section immediately above:
- IND-24-004, “LM2500 Xpress gas fuel manifold leakage, hose leak TP” provides guidance on gas-fuel leak checks for the LM2500 Xpress.
- IND-24-005, same as 004 except for the LM2500 Universal.
- IND-24-006, same as 004 except for the LM2500 Gen 8.
Active package programs
- Vibration monitoring. Introduces Orbit 60 as the latest vibration monitoring system to replace the BN3701, declared obsolete by Bently Nevada. At the time of the 2024 WTUI meeting, GE was developing instructions to replace BN3701 with Orbit 60.
- Ethernet configuration mismatch in the vibration signals from the turbine rear frame, gas generator, and power turbine being communicated between Bently Nevada and the HMI. Crossed signals affect HMI readings, high-speed data logs, and onsite monitoring. The good news: Vibration protection of the unit is not impacted. Suggestion: Implement the product bulletin when it is released (was targeted for the second half of last year).
- An Rx3i firmware update is required by those TM2500 Gen8 units running with Rx3i controls. The issue: A group of signals were shown as “0” and then recovered back to previous values a few seconds later. Investigators found that Rx3i firmware was not updated across the fleet and a Peripheral Component Interconnect interface logic bug was found in certain I/O modules. Recommendation: Implement the product bulletin when released (was expected before the end of 2024).
Best practices
- Preservation topics for installed units:
- For units in storage, (1) Ensure the gas turbine is preserved as recommended in GEK procedures presented in Appendix B. (2) Keep packaged systems dry using covers, silica bags, and/or heaters. (3) Protect from rain and direct sunlight. (4) Keep drains free and manual ball valves open.
- For units ready to run or in standby, merge operational needs with preservation activities. Example: Full speed/no load operation can be used to wet the gas-turbine and generator bearings.
Also, prepare your local preservation and maintenance plan according to site operational needs and standby time, with consideration for ventilation and the combustion path, fluids, electrical components, and motors.
Record activities performed during the standby period.
- Air filtration systems:
- Perform regular inspections of the air filtration system—including hoods, dust hoppers, and conditioning coils/coolers. Remember that proper cleaning and maintenance facilitate filter-media performance.
- Conduct regular inspections of components downstream of the filter section. Be sure to look for and eliminate (1) gaps allowing ambient air to enter, (2) leaks and dirt accumulation in instrumentation, (3) buildup of foreign material in drain lines.
- Lube oil maintenance recommendations provided in the last slide in this section of the presentation are critical to maintaining oil quality. Recommendation is to retrieve the presentation and develop a checklist.
Wayne Romeo, FieldCore’s senior service manager for the East Coast, followed LM2500 Product Leader Nam Tram at the podium. He began with rules for lockout/tagout, cautions about using non-OEM parts, a look at typical unscheduled outage callouts for field services, and suggestions regarding forced-outage calls for assistance.
An important part of his presentation concerned conversion, modifications, and upgrades—CM&U in GE Vernova lingo. Access the presentation to learn about the following:
- Four-hour lockout avoidance.
- Fast starts.
- Real-time tuning for emissions compliance and top performance.
- Synchronous condensing for reactive power support with a clutch.
- Control system replacement.
- Autonomous DLE tuning.
- Generator AVR upgrade.
- Fire suppression upgrade for the package.
- SAC to DLE conversion.
- Repowering to other engine models.
Mark Patel, the LM2500 fleet manager, then moved to the front of the room where he discussed Service Bulletins and Letters. Recall that Service Bulletins focus on the engine and related hardware; Product Bulletins on the package and related hardware. The nature of the OEM’s correspondence to customers is graded thusly:
Category. Alert, Campaign, Routine, or Optional. Alert bulletins are safety items that require prompt attention given safety concerns or operational reliability.
Planning. Immediate or Periodic.
Compliance action. Per timing code or Per timing code when convenient. There are eight numerical timing codes: (1) prior to startup, (2) at first opportunity, (3) prior to a time or cycle, (4) first exposure, (5) at component part exposure, (6) at component part repair or replacement, (7) when convenient, (8) at first depot visit.
Primary benefit. Safety, Reliability, Maintenance cost, Performance.
Here’s a list of the engine service bulletins issued in 2023. Perhaps you missed one or two.
- A good place to start might be with SB 0, rev 104, “LM2500 industrial gas generator/gas turbine service bulletin index.”
- SB 243, rev 4, “Turbine mid frame strut No. 6 oval sleeve and rub button weld improvement.”
- SB 314, rev 2, “Introduction of VSV system actuator mount with improved ball bearing.”
- SB 322, “LM2500+G4 ejector screen.”
- SB 323, “LM2500 SAC fuel system improvement.”
- SB 324, “UPT speed sensor replacement.”
- SB 325, “HPT rotor thermal shield replacement.”
A few Service Letters (3), Product Bulletins (3), and Product Letters (1) also were issued in 2023. You can get those by accessing the GE slide deck online.
LM2500, TCT
Craig Ramsay, director of projects, did the heavy lifting for TransCanada Turbines with a 38-slide presentation featuring a blizzard of meaningful photos. Titles of the subjects covered follow allowing you to decide if there are topics of importance to your plant.
- HPC S16 vane platform wear.
- HPC rotor FOD event.
- Top-case benefits versus a depot visit.
- Mid-flange cracking/wear.
- Liquid-fuel-system improvement.
- HPT twin shank to single shank, SB310.
- MCD and particle interpretation and SOAP.
- Lube system chip detectors—troubleshooting steps, action on chip-detector alarm, corrective action following component failure.
- Oil analysis.
TCT also made a brief presentation on what to look for in periodic inspections and maintenance tips. It could serve as the start of a handy checklist.
LM2500, MTU
Nico Brademann of MTU’s depot engineering team, and Oliver Eckert and Uwe Wassel from the company’s field services group, co-authored a presentation of well over 40 slides that included a couple of topics not often covered at user-group meetings. Here’s the lineup:
- HPC spool rubbing.
- Splined adapter failure.
- DLE combustor/CRF burning.
- Air starter chips.
- Contamination of the air-intake filter house.
- Offline water-wash best practice.
- Efficiency improvement at partial power.
AutoTune DLE
Jan Slagter, R&D projects leader and principal consultant for VBR Turbine Partners, an independent global maintenance provider for LM gas turbines, presented “AutoTune DLE,” an automatic DLE optimizer for both LM2500 and LM6000 engines operating baseload or part-load.
Slagter described AutoTune DLE as real-time empirical combustion-based engine efficiency optimization, not model-based like digital twin and others. He said that this add-on to your existing LM unit does not interfere with control-system settings, day-to-day operation, or engine maintenance schedules.
Claimed benefits of AutoTune DLE were said to be the following:
- Optimizes combustion efficiency.
- NOx and CO remain in compliance continuously.
- Improves fuel saving during part-load operation.
- Reduces CO2 emissions when operation at part load.
- Eliminates the need for seasonal DLE mapping.
- Payback in two years.
Slides offer more information for decision-making. To dig deeper, contact competencecentre@vbr-turbinepartners.com.
LM6000, GE
The LM6000 sessions, organized and led by Dave Fink of Allied Power, began like the LM2500 program with presentations by the GE Vernova team, this group headed by Product Leader Nasser Chraibi.
GE’s LM6000 is the world’s largest land-based aero fleet for electricity production with more than 1300 SAC (single annular combustor) and DLE (dry low emissions) machines installed at the end of 2023. This includes models PA, PB, PC, PD, PF, PG, PH, and PF+. To this total must be added the number of machines in Baker Hughes’ LM6000 PF+ fleet and ProEnergy’s PE6000 family.
Active engine programs
Product Line Leader John Heaton was next to the podium with summaries of the active engine programs. Topics included the following:
- HPC S3-5 blades. There have been several blade-root events in the last decade which typically have been attributed to VSV off-schedule and contact between adjacent airfoils (a/k/a edge of contact—EOC). Presentation includes more detail and descriptive illustrations. Blade-coating refresh every 1500 starts is one of several recommendations included in the slide deck.
The OEM offers a custom operational profile assessment to identify the causes of issues you might be facing. Enhancements include a change from titanium to Inco 718 for improved resistivity to fracture and wear and larger dovetail geometry. Fleet experience with enhanced hardware is reviewed.
- SAC combustor RQM experience. Recall that the Rich Quenched Mixed combustor was developed to reduce dry NOx production by the SAC combustor. Expectation is SAC engines will achieve 15 ppm NOx with CO within current guaranteed limits. Work continues.
- VSV bushing durability. Distress is driven by heat deterioration and wear. Enhancement plan involves an upgraded bushing design featuring tolerance and material changes.
- 11th-stage check valves. Intended to keep cooling air in place in the event of leakage from the HPC S11 air cooling tube. Valve flutter/vibration can drive valve replacement. Issues are mostly identified in the check-valve elbow area as indicated in Service Bulletin 261—required reading prior to installing enhanced check valves.
These check valves remain a concern in PF1/PF2 engines. Issues have been identified during the 4000- and 8000-hr borescope inspections. Recommendation: Keep a spare set of check valves in the plant storeroom. Judging from the number of slides dedicated to 11th-stage check valves, plant staff might consider giving these issues more than just a passing glance.
- Thrust balance—ejector nozzle PF/PF2. Thrust balance is required to provide the LP thrust bearing adequate loading to prevent skidding/overloading. Thrust-balance tuning challenges have been identified. Specifically, system wants additional air with the maximum-size orifice installed. Work on a solution was well underway in 2024.
- T48 thermocouples. T48 probe tip issues have occurred periodically for years. Enhancements are noted in the applicable slide (34) with recommendations.
- Variable geometry pump issues have contributed to engine shutdowns. Details are presented. Recommendation: Keep a spare pump in on-site inventory.
- HPC S14 blade leading-edge distress typically is identified during the first or second borescope examination after an overhaul. A top case is suggested to exchange/repair distressed hardware. Investigation revealed tangs on vane end stops exhibited intergranular fracture.
- HPC VSV S1 and S2 inner-shroud bushing wear where the vane connects into the inner shrouds. Distress has been found during borescope examinations of engines in load-following/peaking service—earliest after 13,000 hours/1600 starts. Bear in mind that worn bushings allow the inner trunnion to move within the shroud. Field containment: HPC case removal and shroud exchange. Recommendation: Incorporate Service Bulletin 349 at the same time as the shroud exchange.
Active package programs
Jurgen De Ceuster, LM6000 package PSE lead, coordinated this portion of the program with Glenn Knight, LM6000 fleet manager. It addressed timers/counters for parts-life tracking, package compression-type tube fittings, product bulletins and letters, and provided instructions on how to locate technical publications and manuals in the customer portal.
- LM6000 Velox: Faster power to the grid. This is described as a key driver to reduce total installed cost. A 38% reduction in scheduled time and more than a 4000-hr saving in labor hours are promised. Specifics are provided in the slide deck.
- Timers/counters for parts-life tracking of engine subassemblies. Product Bulletin 362 pertains to GE software, BP 364 to Woodward software.
- Package compression-type tube fittings from two different suppliers (Swagelok and Let-Lock) were mixed at the supplier level. Belief is that leaks resulted from this mixture of parts. Users were told to follow Swagelok installation instructions for any replacement or retightening activity.
- Product bulletins and letters recently released are listed on Slide 46.
- Instructions on how to locate technical publications and manuals in the customer portal were presented in Slides 47-54.
- Service bulletins and letters recently released are listed on Slide 60. The compliance levels, categories, and timing codes associated with this documentation are the same as those presented earlier for the LM2500.
CM&U. Chraibi returned to the front of the room to lead the discussion on CM&U.
He began with a review of current and coming industry trends, suggesting to attendees that aligning with them increases your plant’s future relevance. Here are the trends Chraibi sees and what might be your response:
- Increasing renewables penetration. Add synchronous condenser or inertia to plant equipment; provide faster startup or load-ramp capabilities.
- Plant held at low loads. Expand turndown capability and/or part-power efficiency.
- Electricity supply shortages. Increase plant output capability (peak or long term).
- Fuel supply curtailments. Alternative fuel capabilities beyond distillate—hydrogen, biodiesel, for example.
- Higher penalties for non-conformance to commitments. Invest in availability/reliability/maintainability improvements.
- More challenging to schedule maintenance outages. Eliminate or extend maintenance intervals.
Discussion continued with a focus on LM6000 upgrades. The highlights (relevant engine models are in parentheses):
- AGP Xtend (PC). Upgraded combustor and hot section to extend maintenance intervals.
- OpFlex™ fast start (PC, PD, PF, PG, PH). Reduce the required startup cycle time to achieve full-load operation.
- OpFlex™ peak performance (PC, PD, PF). Increase power output by up to 5%; improve heat rate by up to 1.5%.
- Part-load efficiency (PD, PF). Improve heat rate by up to as much as 4% while operating at part load (60% to 90%).
- Synchronous condenser (PC, PD, PF). Grid support, especially for those with high renewables input.
- LM6000 PD to PF, PF1, PF2 upgrade. Engine upgrade for boosting output and reducing heat rate.
Wayne Romeo, FieldCore’s senior service manager for the East Coast, closed out the GE program with much the same message that he had for the LM2500 group, which was outlined a couple of pages earlier.
LM6000, ASPs
The three Authorized Service Providers for the LM6000—TransCanada Turbines, Germany’s MTU Power, and Japan’s IHI—presented overviews of their companies’ capabilities during the WTUI 33 General Session on Monday morning. Each later participated in the LM6000 Breakout Session with technical findings. Here’s what each said during the technical portion of the program:
TCT made two presentations—one focused on field-service findings, the other on shop findings. Focus of the former was on these topics:
- Air inlet filtration.
- FOD sock cleanliness and replacement (Product Bulletins 173 and 345).
- Passive clearance control (PCC).
- PCC manifold update.
- PCC field inspections (Service Bulletin 351 for PA, PC, and PG engines and Service Bulletin 352 for PD, PF1, PF2, and PH machines).
Access the slide deck, the LM6000 PC O&M manual, and the documents referenced above for more detail.
Depot experience covered in the slide deck includes the following:
- Maintenance planning with identification of critical spares.
- Rotable asset backgrounder, advantages, and challenges.
- Corrosion challenges with some life-limited parts—such as LPC discs and shafts, LP mid shafts, and fan forward shafts.
- HPC S3-5 blade dovetail coating refurbishment, fretting between dovetail and blade slot, and accelerated wear from high start-cycle dispatch. Refer to Service Bulletin 310.
- SAC combustor development. Summary of known Jet-Rad issues, plus the intended benefits and observed challenges of Rad-Rad.
- Service Bulletin 340 update—HPTN2 full-wrap TBC.
- LPT S5 blade update with historical background and recent developments. Consult Service Bulletin 295.
MTU’s presenters Ralph Reichert and Marco Mori spoke on these topics of significant interest to the user community:
- TRF repair to correct an excessive-gap condition associated with one of the mounting pins. Repair first involved removal of the LPT and TRF modules and disassembly of the latter, repair of the affected mounting holes, reassembly of the TRF module and its installation on the LPT, reinstallation of the LPT module, and finally engine test. This effort involved a joint effort with the OEM to develop a sustainable repair process for future use.
- Test issue concerning pre-synchronization vibration peaks.
- Test issue concerning lube-oil supply pressure.
- S3 nozzle airfoil liberation from a PC (SAC) machine. Key facts: Baseload service, 106,000 operating hours, 1165 starts, two previous overhaul cycles, high-humidity environment, water vaporizer to reduce intake temperature, fuel-nozzle water injection to reduce NOx. Metallurgical examination and tests were ongoing at the time of the meeting.
- HPC S1 blade replacement (before and after Service Bulletin 337). Primary reason for the onsite S1 blade replacement was worn/defective wear pads.
- SAC combustor: Splash/dome plate separation. Incident occurred within 2000 hours of quick-start peak-load operation after overhaul of the combustion chamber. Damage was found during a scheduled borescope inspection; there were no obvious abnormal readings observed beforehand. Presentation is thorough, detailing investigation results and assumptions made.
- Efficiency improvement at partial power. Method to improve part-load heat rate was to reduce the amount of bleed air. This included revising combustion-control algorithms, changing fuel flow, and other elements. Combustion modes were changed to better control fuel/air ratio. Data charts and tables provide details of interest. The bottom line: efficiency increased by 0.6% and fuel consumption was reduced by 65 lb/hr.
IHI made two presentations, like TCT and MTU, one on field service findings the other on recent shop experiences. Immediately below are the topics from field work:
- LP vibration issue emerged following a hot section repair on the HPT S1 nozzle assembly and combustor. It was observed at 12 MW load during engine warmup. No vibration was in evidence in the unit’s 70k operating hours prior to the overhaul. Details provided included startup and shutdown data (vibration increased during deceleration) and polar diagram, plus the effect of countermeasures.
- L&S-pump oil leak. Observations included high oil leakage on the flange between the pump front case and the pump proper, loose bolts connecting the pump to the front case, and a through crack on the edge of the pump flange around the bolt hole. Investigation revealed this unit had counterbores for pump flange bolts which prevented the use of safety wire. Problem was solved by replacing the pump with one having no counterbores on the flange and by installing safety wire on the mount bolts.
- Starter-clutch scavenge-oil high temperature. Inspection revealed fretting on the quill-shaft spline attributed to metal powder, which restricted shaft movement and increased the load on the bearings. Result: Temperature of the oil passing through the bearings increased. Solution: More aggressive inspection of quill shaft condition to avoid unscheduled outages.
- VBV link distress attributed to rubbing on the CFF with the VBV actuation ring was corrected by replacing the rod-end bearing and actuator clevis. Inspection and calibration recommendations are provided.
Topics from IHI’s shop experience:
- T800 fuel nozzle and combustor wear. Inspection of 30 fuel nozzles for a daily start/stop unit, following the finding of excessive wear and cracking of the primary swirler, found 21 in unserviceable condition based on GEK 105059, WP 4015. Recall that T800 is a hard wear coating (Service Bulletin 301). Shop visit was scheduled following more than 25k service hours.
- HPC S3-9 (P/N 1333M66G10) spool distress. The as-received part for this daily stop/start unit had damage to the S3, 4, 6, and 8 lock-and-load slots and was not serviceable. Root cause was under evaluation at the time of the presentation. Attendees were advised that a different type of spool (P/N L44659P01) should be repairable for the distress encountered.
- Fan mid-shaft pitting. P/N 47747P02 was considered unrepairable because of pitting on the forward spline flanks and concerns with the removal of plating and coating from aft tangs, grooves, and slots. Evaluation of shaft salvage considerations and removal of plating and coating were ongoing at the time of the presentation.
- LPT S2 disc denting and fretting on the outside dovetail lip was the reason P/N L47742P01 was deemed scrap. A root-cause evaluation is ongoing.
Woodward
Woodward’s presentation on controls obsolescence and upgrades is “reader friendly” with a 50-slide overview of the company’s many hardware and software products for all LM6000 models from PA through PF2. The PowerPoint is divided into the following sections:
- Service tool updates, focusing on MicroNet Plus enhancements.
- Support agreement and remote support, including cyber-secure remote access.
- Valves and drivers—product descriptions and notes on obsolesce, driver details and upgrade paths, maintenance and overhaul, and storage.
- Blending of natural gas and hydrogen to reduce emissions with discussion of products compatible with up to 100% H2.
- Case studies on adaptive fuel metering, fast synch, smart synch for small-grid frequency support.
PROENERGY
Rob Andrews, chief technology officer, and Bob Bosse, VP aero products, presented “Resilience: Maintaining plant performance in extreme hot and cold weather.” Quick recovery from difficult conditions is their focus.
If you’re unfamiliar with the company, it has a portfolio of about 100 LM6000s in round numbers—including units it manufactured, operates, maintains, overhauls, uprates, etc. Catch up on what the company is doing by reading CCJ’s report on the recent PROENERGY Conference 2024.
The WTUI presentation covers anti-icing options for the LM6000, the benefits of adding fogging and wet compression, fogger design and location—complete with photos and drawings.
LMS100, GE
The LMS100 sessions were organized and moderated by Jason King of Onward Energy. He assumed responsibility for the group when Steve Worthington’s term ended in 2024.
The 81 units in this fleet at the start of 2024 are supported by GE; no ASPs are involved. However, the OEM works closely with members of the Aero Alliance Joint Venture between GE and Baker Hughes.
The GE Vernova team was led by Product Leader Tim Schneck and Senior Product Service Engineer Nate Yux. AAJV participants sharing their knowledge of the LMS100 were Ahmed Ghazi, senior product leader; Juan Trevino, VP safety, quality and process, and tools; and Glenn Knight III, fleet manager.
The first engine breakout session on Monday afternoon began with a fleet overview, reliability and availability statistics, and other general information. A handy chart (Slide 13) of value to users showed an engine horizontal cutaway drawing identifying, at a glance, about two dozen RAM programs—completed, in progress, and planned—component by component.
First technical topic was the durability of HPC S3-5 with short descriptions of related “events” and their status (such as VSV component wear and dovetail separations) and the underlying causes of them. Meaningful photos and drawings facilitate the understanding the challenges and solutions.
Later slides accessible by you are dedicated to the following:
- Intermediate-pressure-turbine (IPT) update.
- IPT frame bolt and securing hardware issue.
- HP recoup tubing and other piping.
- Power turbine S5 blade issue.
- LMS100 J3/J4 bearing tools.
- Trillium Flow Tech motor, pump, and drive for the water-injection system.
- Water-injection enhancements—pump and drive.
The AAJV’s Ghazi reviewed LMS100 repairs developed in 2023—including a bellows gasket repair for the compressor front frame, blade and nozzle-assembly repairs for the HPT, and repairs for S1-5 blades. The repair development plan for 2024 was summarized.
Trevino reviewed key elements of the service center’s overhaul process and data analytics before explaining the AAJV quality improvement plan.
Knight identified the bulletins and letters of importance issued in 2023. The Service Bulletins:
- SB 226. IPT frame strut No. 2, vent tube, and strut No. 9, pressurization tube improvement (at first exposure).
- SB 220. LMS100 HP recoup and thrust-balance variable orifice plate improvement (optional).
- SB 225. LMS100 HPT S1 nozzle vane baffle replacement (at first exposure; shop visit).
- SB 224. DLE fuel-nozzle premixer replacement (optional).
- SB 223. Introduction of combustor chamber assembly; P/N L38699G11 (at first exposure).
- SB 192-R4. LMS100 HPC VSV S3-5 lever-arm improvement (at component part repair or replacement).
The Service Letters issued in 2023:
- SL 23-002. Bellows shipping restraint/bracket tool.
- SL 23-003. Authorized GE aeroderivative service providers.
LMS100 Product Bulletins issued in 2023:
- B 218. 50-MHz mineral lube-oil air/oil separator replacement (optional).
There was one Product Letter (23-001) issued for the LMS100 in 2023, Jacking-oil hoses for Brush DAX oil-fed bearings.
FieldCore field service and CM&U install slides were virtually the same as those for the LM6000.
Woodward also presented to LMS100 users, focusing on valves and the blending of natural gas and hydrogen. Most of this information was covered in the LM6000 program.
Special technical presentations
Tuesday afternoons at Western Turbine meetings are reserved for nine Special Technical Presentations, approved by WTUI leadership, to extend the meeting’s content beyond the four GE aero engines on the program. The hour-long presentations (with Q&A) are arranged in three parallel sessions. Slide decks are posted on the WTUI website, but access requires an email request to Webmaster Wayne Feragen at wferagen@wtui.com.
Best practices, Scott Schwieger, Combined Cycle Journal.
Best practices submitted to CCJ by aero users as part of the annual awards program sponsored by the periodical and WTUI were reviewed and supported by active discussion. Focus was on LM6000 and LMS100 engines installed by Sentinel Energy Center, Lawrence County Generating Station, REO Cogeneration Plant, Worthington Generation Station, Wildflower Indigo (and Lockspur) Energy Facility, and Mariposa Energy Project.
Discussion topics included the following:
- Hiring and retaining a qualified workforce.
- GoPro camera for visual inspection of “hidden” areas in the turbine package.
- “Ladder Last” program contributes to fall prevention.
- Battery-powered tools protect personnel against extension-cord hazards.
- IR camera doubles as a safety tool.
- Focus on rounds to improve plant performance.
Attendees not associated with the award recipients also were invited to share their best practices with the group.
Formaldehyde regulations and air testing on LM2500 and LM6000 turbines, Blake Ericson, Montrose Environmental Group.
New regulations require that many LM2500 and LM6000 gas turbines be tested for formaldehyde emissions. Recall that formaldehyde forms from the oxidation of methane and typically is found in concentrations of 200 to 800 ppb at the catalyst inlet. Also, that lean premix combustors emit lower levels than diffusion-flame systems.
One of the challenges faced by some owner/operators is that traditional testing methods cannot accurately determine formaldehyde emissions below several hundred ppb, let alone the 91-ppm threshold specified.
Ericson identified new optimized techniques for measuring formaldehyde emissions at much lower concentrations than are possible using standard methods (Fig 24STP-1). Some are said to provide continuous and real-time data useful in combustion tuning, compliance, engineering, and demonstration of combustion or post-combustion controls.
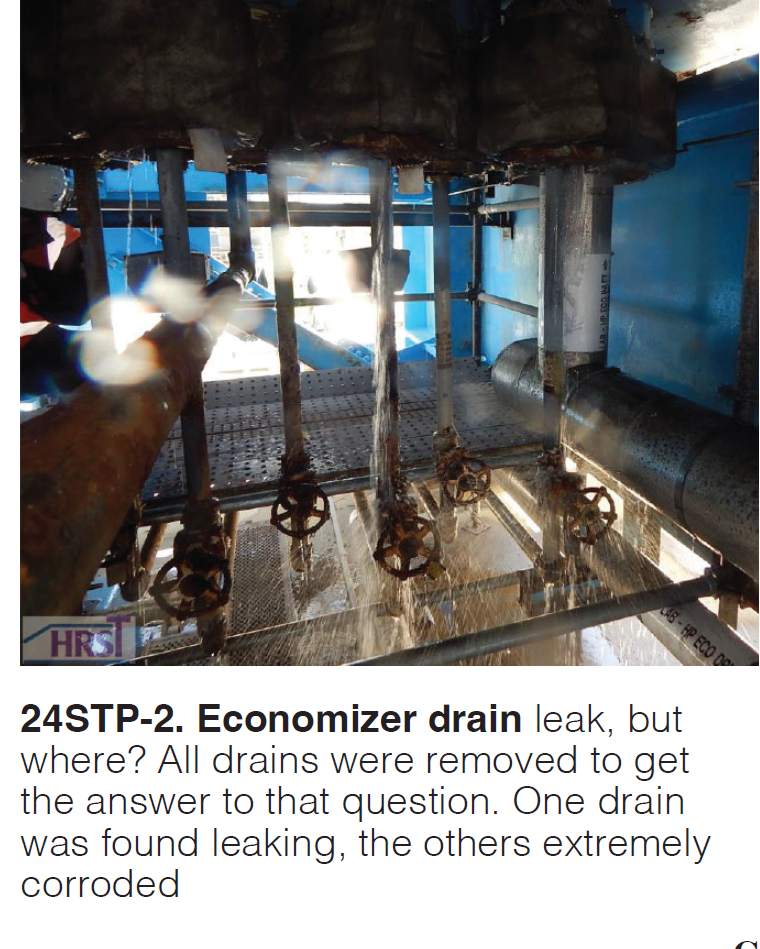
Advanced inspection ahead of major outages for maintenance planning, Jack Odlum, HRST Inc.
Aging HRSGs experience problems that require greater effort to find and assess compared to those associated with newer boilers. Pressure-part component degradation mechanisms like creep, fatigue, and pitting require advanced inspection tools—those that allow you to see what you normally would not—to detect problems early and allow adequate time for planning of repairs to coincide with already-scheduled major turbine outages (Fig 24STP-2). This approach saves time, money, and effort.
Presentation highlights several inspection techniques—including UT, borescope, pulsed eddy current, MT, PT, phased-array ultrasonic testing, infrared imaging, replication—and identifies strengths and applications, as well as the locations and timetable to target their use ahead of major turbine outages. Examples and photos of these techniques, significant findings, and the impacts they have on future outage planning are instructive.
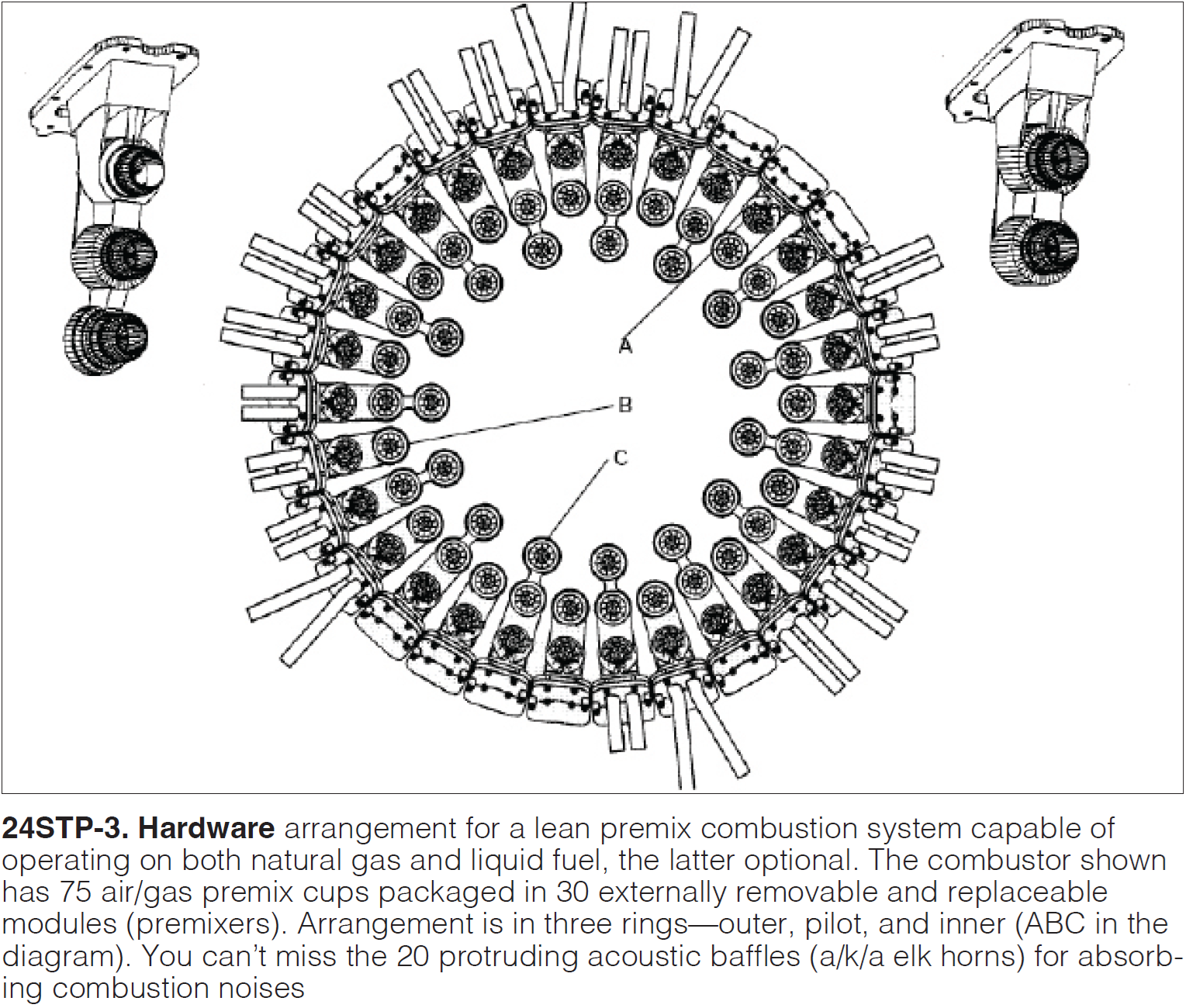
GE LM series DLE, “DLE 101,” Marc Forget, ENGIE Electrabel-EMS Aero.
GE LM DLE technology differentiates itself from SAC (single annular combustor) by using lean premix combustion. Aim of the presentation is to educate DLE users and demystify DLE technology and controls, a goal achieved. It enables users to come away with a better understanding of operational issues they may encounter and be better prepared to efficiently troubleshoot problems.
The presentation is divided into the following sections and easy to follow:
- DLE introduction, including discussion of the NOx versus CO emissions compromise.
- DLE hardware (Fig 24STP-3).
- Flame temperature control.
- Controls protection.
- Mapping basics.
- Real world issues, including sulfur deposition, gas system fouling, premix air leaks, acoustic baffle liberation, etc.
Forget began by outlining the differences in construction and setup between the two combustion systems—including combustors, premixers, and DLE fuel-system layout and controls.
The need for DLE unique instrumentation—such as gas-quality and combustion-stability measurements, GP sensors for fuel-flow calculation, and accurate fuel regulating valves—is discussed, as well as the impact of these instruments and components on gas-turbine operability.
Following an overview of the basic principles of DLE combustion controls, users are introduced to key system parameters—such as the different calculated flame temperatures, combustor staging, window operation, and fuel-flow regulation and distribution—as well as the impact of ABAL logic.
The takeaways:
- It’s important for plants to invest in DLE system knowledge, focusing on the following;
- Control system and software logic/algorithms.
- Specialty instrumentation and control system components.
- Mapping process.
- Troubleshooting tools. A monkey wrench is not an appropriate tool in the DLE troubleshooting toolbox.
- Small deviations can have big consequences, making it important to ensure proper component (calorimeter, premixer, etc) maintenance.
- Finally, do not map until the problem at hand is understood.
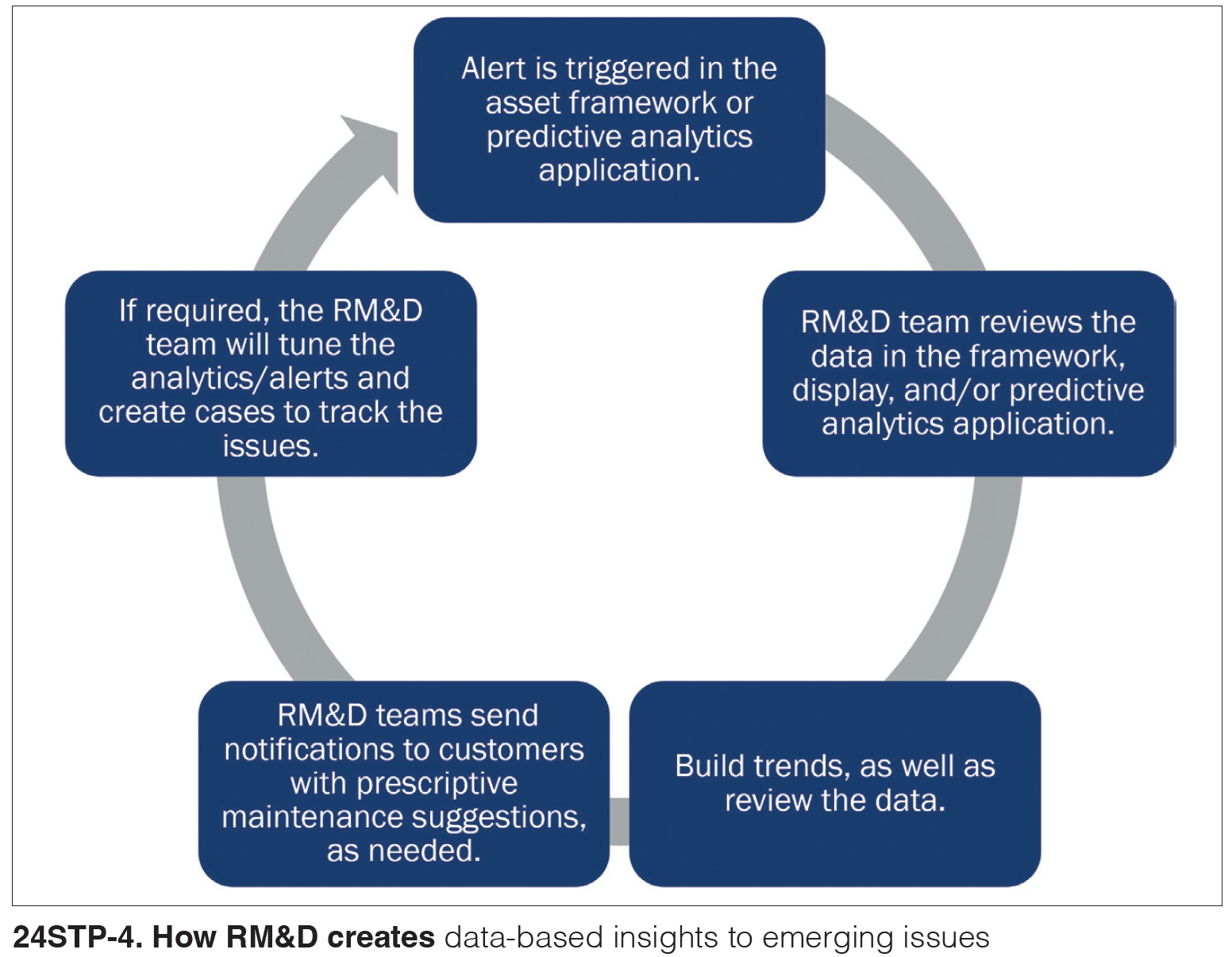
Predicting failures and minimizing downtime with remote M&D, Donovan Duncan, PROENERGY, and Steve Worthington, Arizona Public Service Co.
Duncan noted that the demand for dispatchable power generation continues to increase. Witness the record starts, stops, and overall usage of aeroderivative gas turbines nearly each quarter for the past three years. A result is an increase in equipment wear and tear.
This is important: The power market’s reliance on aeros means WTUI members cannot afford unplanned outages caused by being blind to actual equipment condition between inspections, the speaker said. That would force them operate reactively to alarms or failures.
Remote monitoring and diagnostics (RM&D)—proven outside of peaking applications—enables users to take a proactive approach, predict when problems are developing, and give operators the opportunity to mitigate those problems until a planned outage is possible (Fig 24STP-4). True predictive analytics have proved elusive to peaking facilities because of their very nature—including change operating profiles, run times, and varied stops and starts.
Duncan discussed the application of intelligent technology—such as predictive analysis, machine learning, and advanced pattern recognition—to discern the asset’s operating profile, subtle performance variations, and actual condition. The data result in accurate site-specific trend analysis, a failure-severity analysis, an estimated time to failure, and real-time performance deviations.
Plant Manager Worthington followed Duncan. Note that he has since moved on from APS, where he was responsible for a wide range of generating assets—including 10 LM6000s and five LMS100s. Worthington’s presentation focused on run profiles and engine performance, issues encountered, and solutions. Review of the charts presented is instructive. A stat that stands out: An increase in starts for his LM6000 fleet of 40% since the fourth quarter of 2016.
Another: 831 events associated with his former units that have occurred since October 2016 caused a failed start or lost generation. Reliability issues were studied via apparent, root, and/or common cause analysis. The last identified the following as the Top Five issues:
- Failure of the vibration monitoring system.
- Failure of turbine package instrumentation.
- Failure of the ammonia system.
- Failure of the gas regulating station.
- Failure of the power-block gas delivery system.
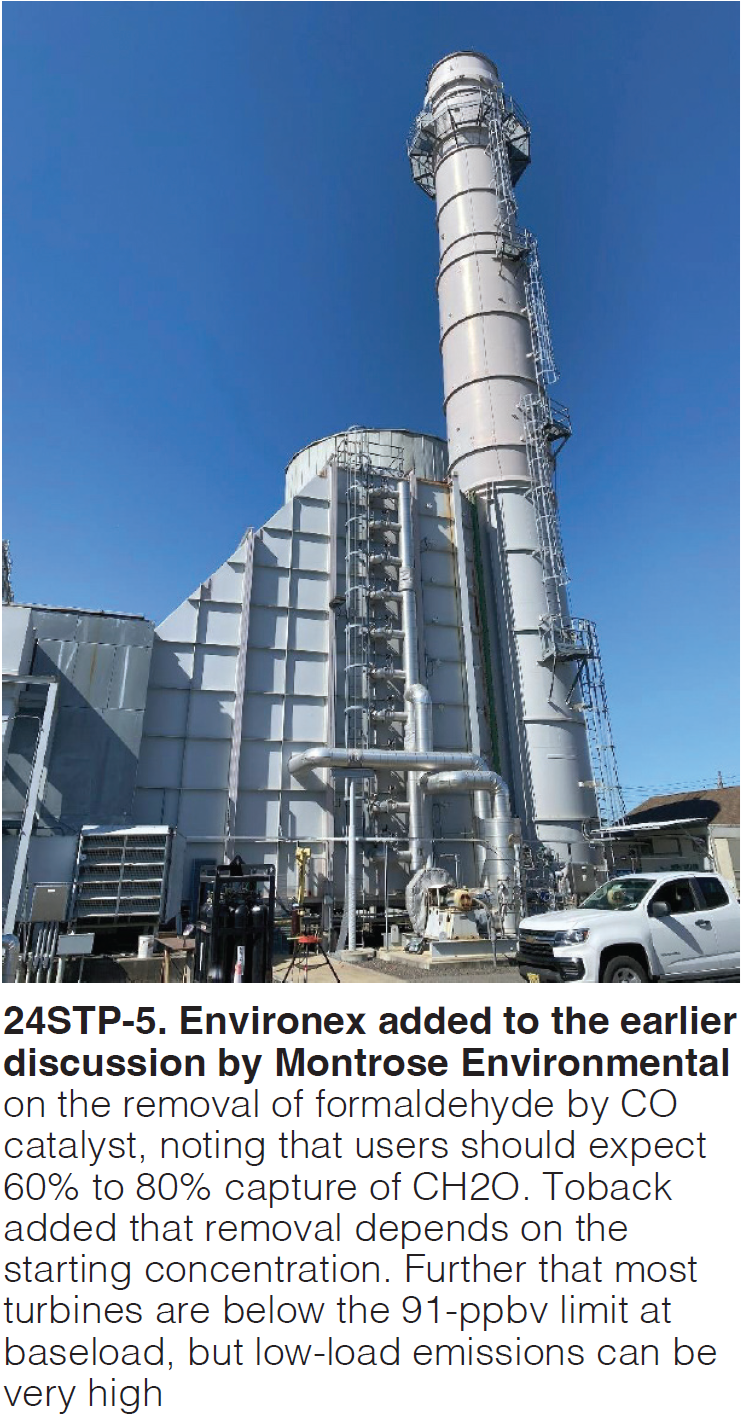
How NOx and CO/VOC control have changed in the post-2020 world, Andy Toback, Environex.
Emissions control technology has advanced considerably over the past several years to meet the power industry’s ever-evolving challenges. The need for operational flexibility and the advent of low-carbon fuels has created even more challenges for catalytic emissions-control systems already being pushed to their limits (Fig 24STP-5). Catalyst technology researchers and suppliers have stepped up with new formulations and designs to meet the industry’s latest demands.
Toback brought aero users up to speed on the new tools available to help them meet current and expected emissions-control challenges—including the following:
- High-temperature dual-function catalysts developed especially for use in simple-cycle peaking plants. Experience and data provided will help users decide if high-temperature dual-function catalysts are viable for their plants.
- Hydrogen fuel blending. Integrating hydrogen into the fuel mix may help to reduce carbon emissions, but CO₂ is not the only emissions consideration involved with using hydrogen. Be aware that the higher firing temperatures associated with burning hydrogen increase gas-turbine NOx emissions which, in turn, increase the NOx conversion requirements for SCR systems.
Toback discussed the impact hydrogen blending has on SCR/CO systems and the factors to consider when evaluating what changes may be needed to ensure reliable emissions performance with hydrogen use.
- Other catalyst technology developments—including low-DP designs along with their intended and unintended consequences, new catalyst formulations and designs, changes to the supplier landscape, etc.
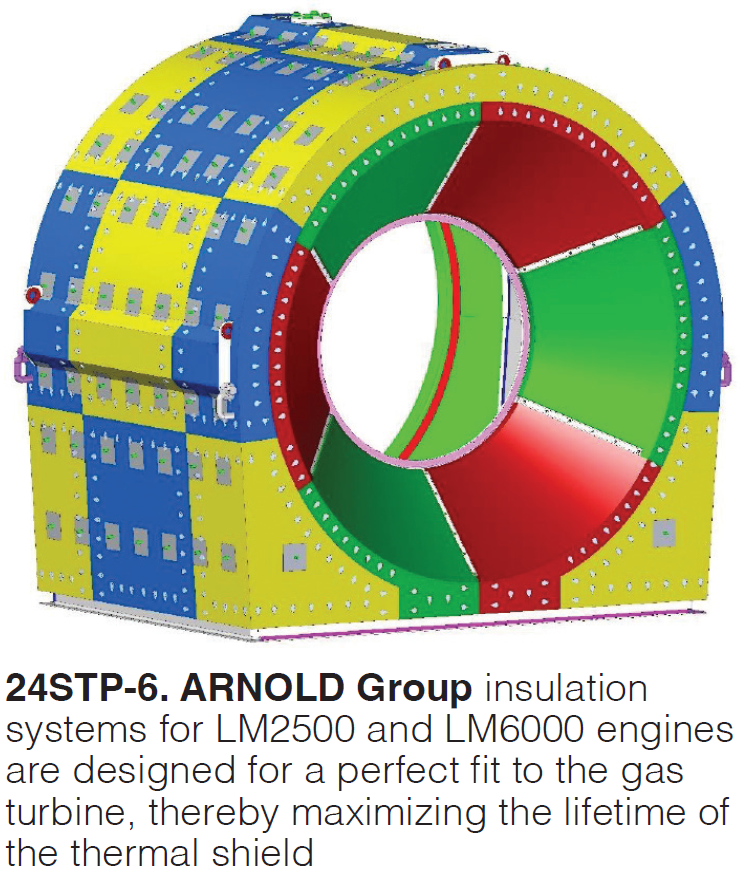
Optimized insulation for gas turbines, Pierre Ansmann, ARNOLD Group.
Ansmann began by pointing to the problems ARNOLD’s insulation systems avoid with the company’s highly engineered 3D-shaped blankets that fit perfectly to the shape of exhaust system components (Fig 24STP-6)—including the following:
- Interlocking steps between blankets, and use of stainless-steel coil and super-tight wire mesh to virtually eliminate vibration damage.
- Blanket damage requiring repair/replacement every outage.
- Surface hot spots conducive to insulation damage.
- Overheated noise enclosure.
- Loose fibers and dust that can cause health and safety issues.
Photos and drawings abound in this detailed presentation likely to answer any questions related to the design and effectiveness of the ARNOLD insulation system.
More sustainable aero-turbine operation through lubricant chemistry management, Dr Matthew Hobbs and Peter Dufresne, EPT Clean Oil.
While aeroderivative GTs (LM2500, LM6000, RB211/Siemens A35, and PW4000) are efficient, aero lubricant monitoring and maintenance practices lag behind those established for analogous industrial gas-turbine oils, according to the experts at EPT Clean Oil (Fig 24STP-7). Most jet oil programs neglect the application’s primary cause of failure: Inadequate management of the GT’s lifeblood—its oil. Because maintenance and sustainability go hand-in-hand, methods for better oil management can have a significant positive impact on aero engine operation.

Hobbs and Dufresne stressed that business as usual isn’t good enough and that owner/operators can close critical gaps in their lubricant chemistry programs to operate more reliably, profitably, and sustainably. Their recommendations:
- Run the tests presented in the slide deck and act on results.
- Apply your maintenance budget towards the causes of failures and address the root causes of oil and equipment failure
The speakers recommended that EPT Clean Oil’s oil conditioning skid (SVR-JET) is critical to successful lubricant chemistry management. It uses engineered ion-exchange media (ICB-JET) to remove varnish and acids and a dry nitrogen generator to manage water and oxygen content to prevent varnish and acids.
BRUSH® power generation: Solutions, Ian Golightly, Baker Hughes. Golightly’s presentation is all about helping you mitigate unscheduled generator outages with an excitation controller upgrade. As your generator’s excitation controller ages, he said, the need for maintenance increases, as does the chance of components becoming obsolete or unusable. Regular maintenance and repairs are important to ensure longevity and optimal operation. Another option is to replace your analog controller with a modern digital-based version. The focus of that recommendation is the Brush Prismic® A3100 excitation controller (Fig 24STP-8).
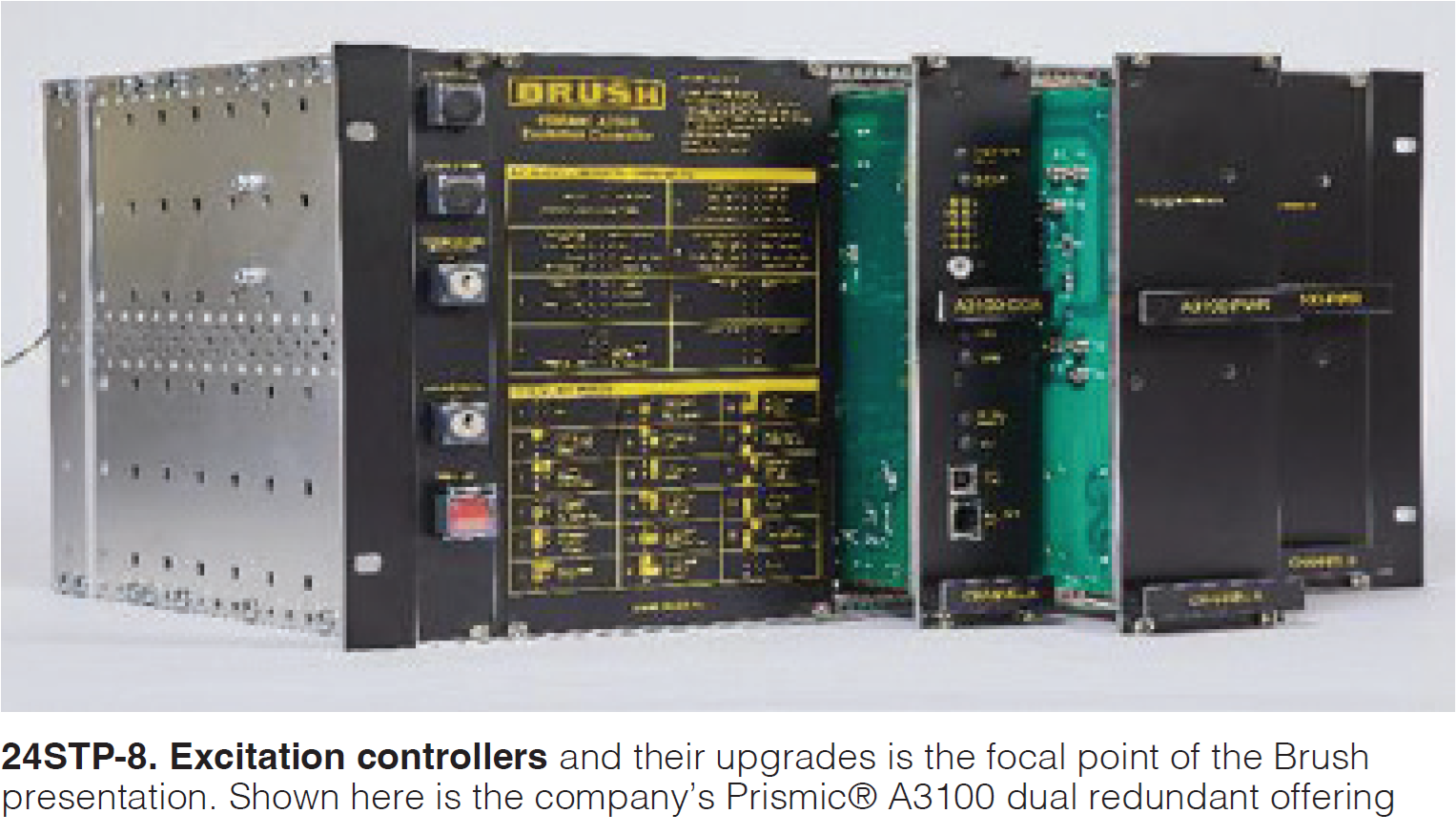
The senior controls engineer began with a look at today’s Brush, which is considerably different than the 1957 version of the company which traces its roots to the UK and Hawker Siddeley. The latest iteration is Brush Power Generation, purchased in 2022 by Baker Hughes as part of its vertical integration strategy. The highlights of Golightly’s presentation:
- Evolution of the excitation controller product.
- NERC compliance.
- Modern digital excitation controllers.
- Upgrade methodologies.
- Overview of solutions offerings and service support. CCJ