


The European HRSG Forum (EHF) held its 10th annual event May 13-14, 2024, in Prato, Italy, attracting participants from 18 countries. EHF is conducted in association with the Australasian Boiler and HRSG Users Group (ABHUG), US HRSG Forum (HF), and HRSG Forum América Latina, all supported by the International Association for the Properties of Water and Steam (IAPWS). Be reminded that the eleventh EHF conference (EHF 2025) will be held May 13-15, 2025 in Prato, Italy, and registration is now open.
The event was chaired by Barry Dooley, Structural Integrity (UK) and Bob Anderson, Competitive Power Resources (US).
Key highlights included the ongoing challenges of flexible operation, the impacts of increased renewables capacity and decarbonization, the major concerns of heat-recovery steam generator (HRSG) tube failures, proper assessment of flow-accelerated corrosion and under-deposit corrosion, the importance of proper cycle chemistry, and operation and maintenance of attemperators and valves.
A few selected examples follow.
Tube failures and root-cause analysis
As explained by Dooley, HRSG tube failures (HTF) remain a major concern and many aspects were discussed during the conference. This included the importance of determining the failure mechanism during root-cause assessments. Case studies clearly demonstrated the criticality of using a metallurgist who understands the plant equipment and processes to avoid incorrect determination of the mechanism.
Jeff Henry, Applied Thermal Coatings (US), launched the technical discussions and explained the value of metallurgical analysis of failures, specifically how to extract the necessary information to support ongoing plant operations.
He stressed metallurgical failure analysis as “an essential component of a root-cause investigation, which is necessary to prevent repeat failures.” Properly executed, this will identify the primary, and any secondary, damage mechanisms active in the sample prior to failure.
It will also explain the operating context in which the damage mechanisms developed. This allows “focus on information relevant to the failure sequence, avoiding unproductive diversions to non-relevant issues,” he explained.
As an example: “An experienced analyst will not simply describe the physical characteristics of damage found in a sample (for example, a single, tight trans-granular fracture initiating at the toe of a weld) but will explain how fatigue cracking could have initiated under the operating conditions that prevailed immediately prior to the failure.”
The analyst is therefore more than a metallurgist, and must understand the intricacies of equipment design, manufacture, and operation.
Henry then listed potential influences on pressure-part failures:
- Design deficiencies (and improper material selection).
- Deficiencies in original material processing (including heats).
- Imperfections in materials.
- Fabrication/assembly errors (weld defects, improper heat treatment).
- Operation-related issues (water chemistry, thermal shock, overheating).
This places a large and complex burden on the failure analyst, and information supplied by plant engineers, including failure and repair history, becomes critical input.
Henry explained the typical progression of failure analysis including macrostructural examinations, dimensional measurements, micro fractography and microstructural examinations, chemical compositions, hardness testing, and specialized tools for analysis, followed by specific case studies.
He ended with selected examples of when the analyst fails and avoidable repeat damage occurs.
Dooley summarizes: “While strong investigative capabilities historically have been readily available (though not always used), the presentation also highlighted industry challenges—such as workforce turnover, lack of corporate memory, and the risks of not understanding the implications of failure for future component reliability.”
To emphasize topic importance, Henry’s details would be presented again at the HRSG Forum in St. Louis, Mo, in June 2024.
Advanced inspection methods
Henry’s presentation was followed by TesTex’s Shawn Gowatski highlighting New developments in HRSG remote inspections.
Advanced inspection methods, including robotic waterside inspection of HRSG evaporator and economizer tubes for wall loss, were illustrated with much improved access to tubes. Discussion focused on developing the ability to robotically measure HP evaporator internal tube-deposit density.
One highlight was the Claw for inspecting tube-to-header welds with a balanced-field electromagnetic technique (How to quickly inspect for cracking at tube-to-header welds in HRSG). Equipment size reductions (Mini Claw) are ongoing for expanded header/tube access in more restrictive areas.

In concert with EPRI, TesTex has continued to develop its HRSG internal access tool that inserts a remote field electromagnetic technique probe to inspect HRSG tubes from the inside (Fig 1).
This features a video camera, driver coil, pickup coils, and tail piece. Access is provided by cutting a hole in the HRSG casing and removing the endcap from the header. One example result shown was evidence of FAC and wall loss near the upper header (Fig 2).
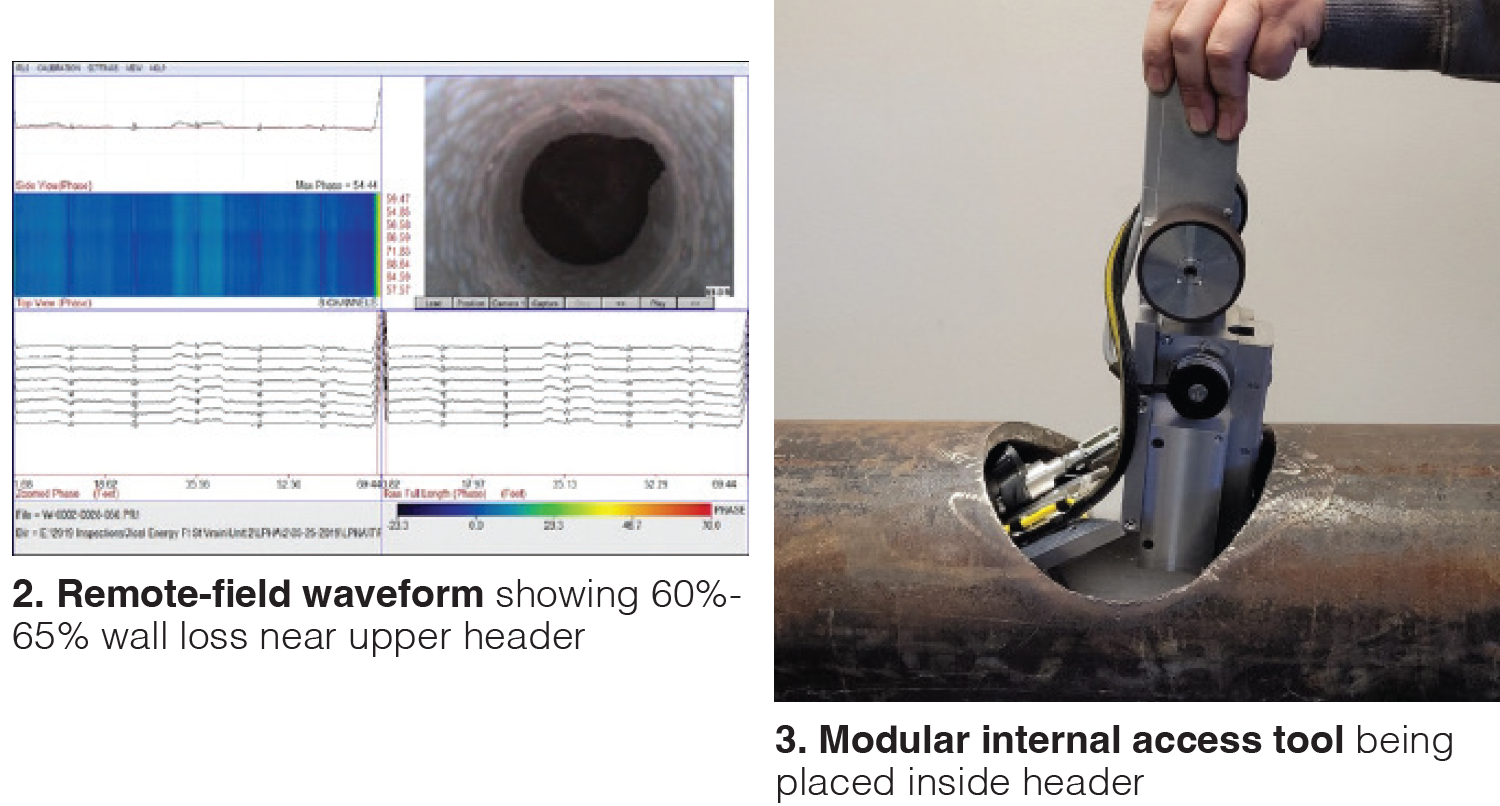
A new TesTex modular internal access tool can be inserted through a 203-mm-diam hole cut into the top, bottom, or side of the header (Fig 3). This was first tested in April/May 2024 in an LP evaporator showing FAC in several tubes.
Inspections have been performed in evaporator and economizer sections and a crew can examine all tubes in a header in three to four shifts.
Graeme Gordon (Altrad Babcock, UK) and Azahed Stofer (EdF, France) were also on hand to discuss an HRSG inspection tool used on four combined-cycle plants installed since 2011.
The desire is to gain access to tubes previously unable to be inspected, and to inspect a particular tube following an unplanned outage. The targets are FAC, pitting, and fatigue cracking.
The discussion centered around inspecting the internal surfaces of headers (full length) and multiple tubes. Field inspections are taking place at two locations in France.
Duct-burner aging
Zeeco Inc, with offices worldwide, has invested in physical modeling along with CFD software to analyze duct-burner systems and solve flow-related issues affecting performance. The basis: Burner performance depends largely on the O2 content and inlet temperature/composition of turbine exhaust gas calling for proper duct length and maintenance. Annual inspections with experienced personnel are critical for long-term, reliable operations. 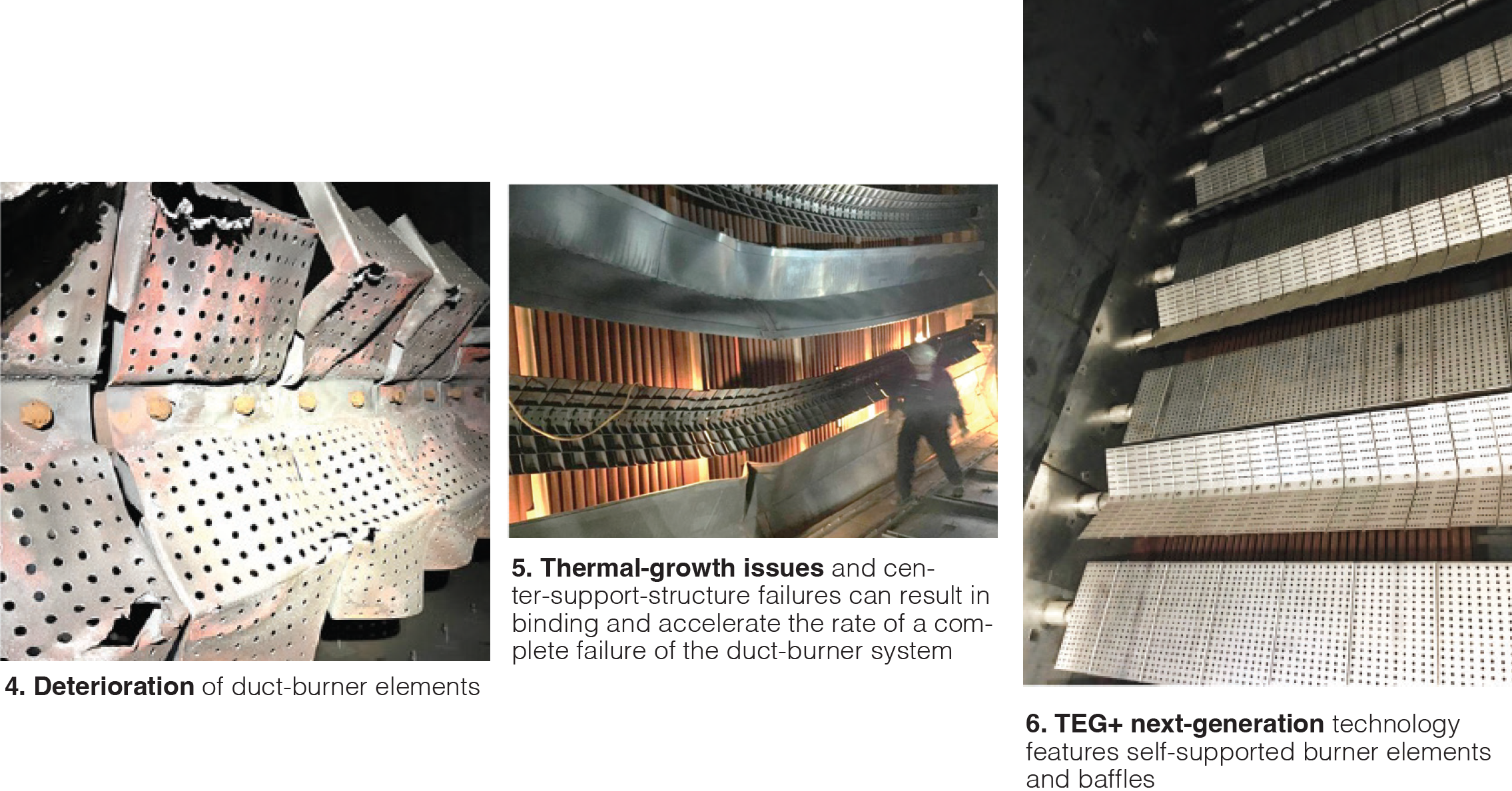
Zeeco’s Rick Fiorenza explained:
- Deterioration of burner elements/flame stabilizers can occur (Fig 4). Sagging of burner elements and flow baffles can also occur (Fig 5).
- Common reasons for upgrading or retrofitting duct-burner systems include GT upgrades, part-load operations, fuel modifications or hydrogen blending, and perhaps new emissions requirements.
- Modeling has led Zeeco to a “next generation technology” labeled TEG+ shown in Fig 6.
Case study: HRSG stack collapse
The rehabilitation of an HRSG following the collapse of its stack provided an interesting case study, focusing on challenges related to access, scoping of the HRSG impact damage, preservation of the damaged water/steam systems, repair/replacement strategy, and hydraulic waivers.
Sam Keyne, Uniper Technologies, Houston, presented Integrity assessment and repair of the HRSG following the collapse of the stack.
One of three HRSGs at a three-unit 442-MW plant located on the Isle of Grain in Kent (UK) suffered a collapsing stack during Storm Eunice in 2022. The Grain plant was commissioned in 2011.
At first, damage was unknown and there was no access for complete HRSG inspection. Specifically, the top section of Unit 71 stack suffered a folding failure at its 42-m level.
There was significant damage to the HRSG building and debris removal delayed full detailed visual inspection during a time when Uniper was also performing other major outages.
Primary damage areas included:
- Steam drum LP, IP, and HP safety-valve nozzles, pipework, and silencers.
- LP drum shell deformation.
- IP superheater outlet pipework; valves replaced.
- LP downcomer (replaced).
The return-to-service discussion reviewed inspection versus hydraulic testing and the rationale for various hydraulic waivers in line with UK utility practice. Many replacement components and sub-assemblies received shop hydraulic tests. Welds were subjected to enhanced QA and NDT. Details included HRSG preservation techniques while out of service.
A leak test was completed on all three pressure circuits and the unit was returned to service in August 2023.
Hydrogen
Dooley’s post-conference review explained the importance of hydrogen fuel blends as an evolving discussion. He stated, “Increased renewables capacity and decarbonization continue to be important topics for combined-cycle users, OEMs, and vendors. While not the highest priority for HRSG onsite teams today, EHF 2024 acknowledged growth of these will play a key role in how gas plants will be operated in the years to come. HRSG OEMs, vendors, and users need to be prepared for a future with GTs firing H2-blended fuels as well as carbon capture and storage plants. The HRSG challenges to be considered when firing blends of hydrogen in the gas turbine include NOx emissions, purging, duct-burner operation, and hazardous-area classification.”
Kenneth Hutchison and Gian-Luigi Agostinelli, GE Vernova (Switzerland), discussed trends in decarbonization and, in their words, “why HRSGs need to be part of the H2 discussion today.”
First, hydrogen content is important because burning low-percent blends of hydrogen will not significantly reduce CO2 emissions. Second, emissions compliance becomes more challenging at higher-percent blends of H2 as GT frame temperatures rise.
Therefore, “the aging combined-cycle fleet is asking today about future-proofing the installed base to run to and beyond 2040,” they stated.
Put simply, hydrogen as a fuel will require changes to the fuel system (for example, more volume flow), combustion system (higher flame temperatures and wider flammability range), and emissions equipment (may increase NOx emissions).
Presenters explained a scope study firing up to 50% H2 by volume in the gas turbine, looking at various items including tube wall thickness, valves, catalyst systems, condensation and corrosion in the cold end, operational system safety, and HRSG operability.
They then discussed the Duke Energy DeBary Power Plant in Florida. (Coincidently, Anderson was plant manager there in the early 1980s when the units fired heavy oil.) In 2024, one of the plant’s 80-MW gas turbines was scheduled to be capable of operating on natural gas, liquid fuel, 100% hydrogen, or a blend of natural gas and hydrogen.
Improving startup
Phil Arnold (ARNOLD Group, Germany) presented a discussion on Advanced steam turbine shell warming system for significant plant startup improvement. This is part of ARNOLD’s comprehensive set of initiatives into HRSG warming, steam-turbine warming, and proper system-wide insulation maintenance.
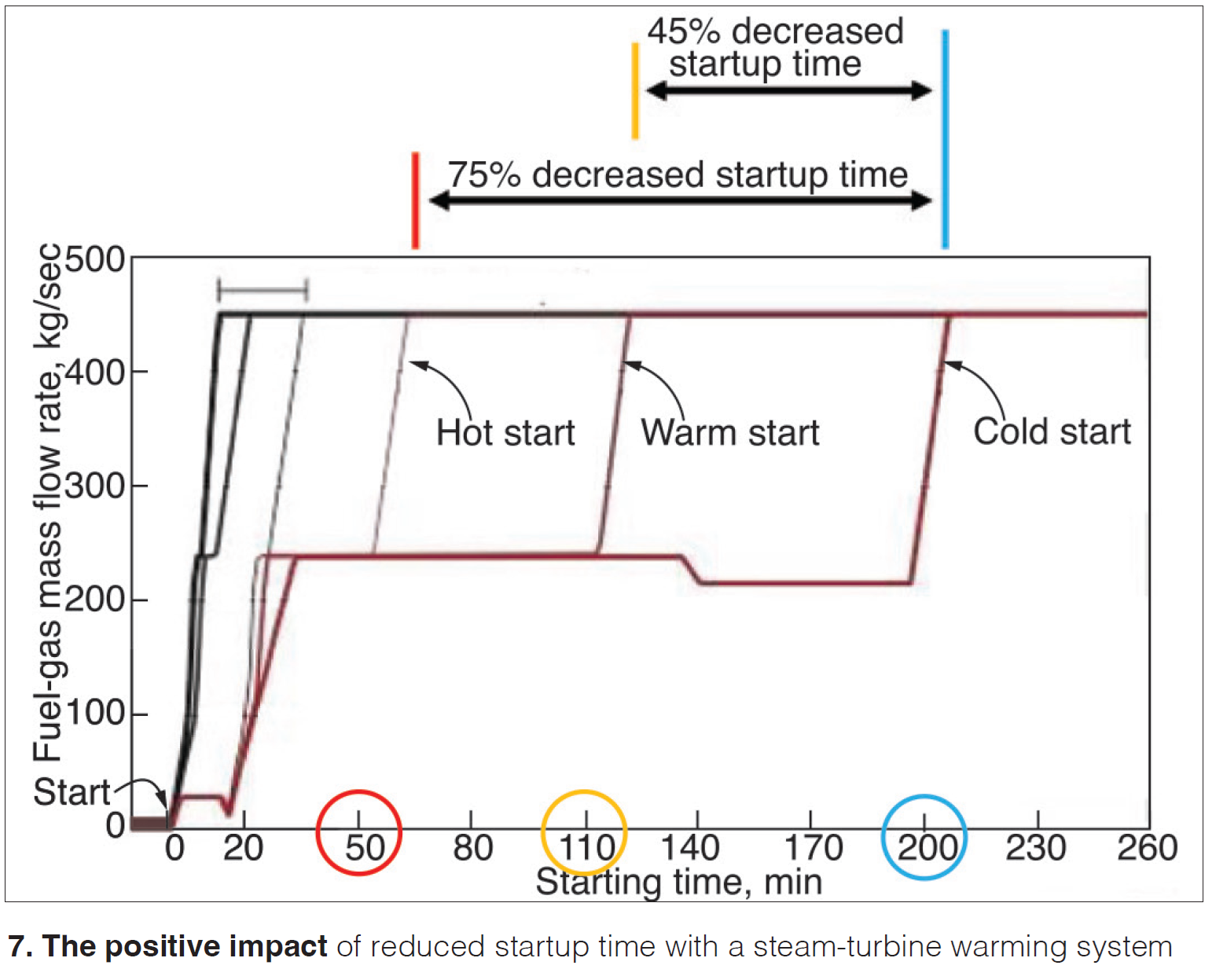
Arnold’s question: “Why does anyone need a steam turbine warming system?” His answer was shown in graphic form (Fig 7).
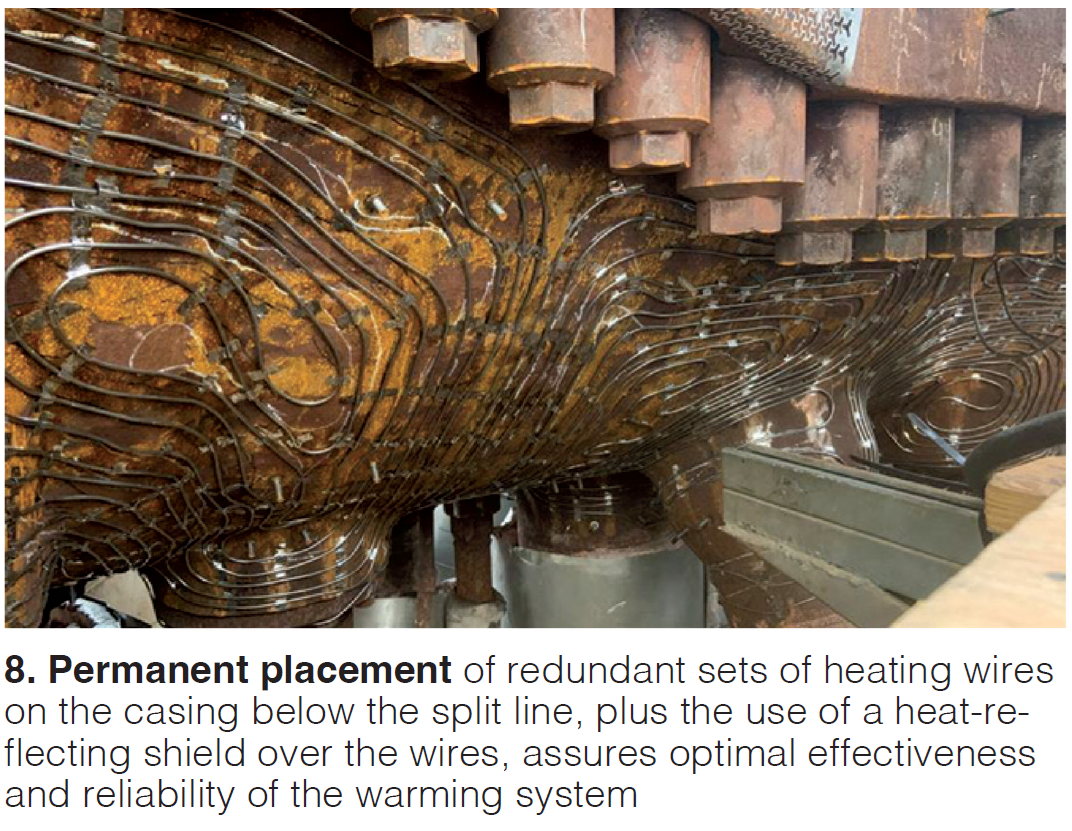
Case studies included units by GE (Fig 8), Toshiba, Westinghouse, and Siemens.
Key takeaways included:
- Reduced startup times by up to 75% (D11 study).
- Reduced parasitic load at startup (200 kW reduced to 50 kW).
- Startup-fuel saving.
- Reduced startup CO emissions from the gas turbine.
- Less stress on the gas turbine’s hot-gas-path/exhaust area.
- Reduced staffing costs for startup (less overtime).
He included details and benefits of a recently tested EPRI/ARNOLD Group HRSG electric warming system to maintain HP drum pressure during layup for faster startup (thereby reducing drum/piping fatigue) and freeze protection.
Branch tee workshop
A mini workshop was conducted on the cause of the many failures of branch tees in the combined-cycle fleet—which tees should be inspected, how to rank the risks, and provide corrective actions. This was presented by Ian Perrin, Triaxis Power Consulting (US), and John Siefert, EPRI.
Perrin gave an industry update on tee damage and discussed repair and replacement strategies for creep-damaged components.
The balance
Fulfilling the comprehensive 2024 agenda were the following:
- Emergency repairs for under-deposit corrosion (SVI Bremco, US).
- BOP screening for corrosion fatigue sensitivity (Framatome, Germany).
- HRSG upstream temperature control (IMI and A2A GencoGas, Italy).
- Cycle chemistry at CCPP Malzenice (ZSE Elektrárne, Slovakia).
- Latest activities on film-forming substances (Dooley, Structural Integrity, UK).
- Large-movement penetration seals (Dekomte, UK).
- Innovative HRSG upgrades (John Cockerill, Belgium).
- LP bypasses in start/stop operation (Advanced Valve Solutions, The Netherlands).
- Boiler feedwater valve upgrade design (Koso Parcol, Italy).
- Update on cycle chemistry and FAC (Dooley).
- HRSG life extension (NEM Energy, The Netherlands).
- Dissimilar welds by friction welding (John Cockerill and ENGIE Laborelec, Belgium).
- KinetiClean™ tube cleaning (Groome, US).
- Evaluation of explosive cleaning technologies (EPRI).
- Update on global HRSG thermal transients (Anderson, US).
Chairmen’s review and EHF 2025
This year the EHF included 24 presentations. It was noted several times that more flexible operation (faster starts and more cycles) was being experienced and was anticipated to be even more challenging in the future for HRSG reliability, particularly for:
- Creep- and fatigue-related failures in superheaters and reheaters.
- Flow-accelerated corrosion (FAC)- and under-deposit corrosion (UDC)-related failures in economizers and evaporators.
The mix of the different topics (materials, cycle chemistry, operation, valves, tube failures and assessment techniques, inspection and remaining life aspects, and HRSG gas-side cleaning) kept the attendees interested, alert, and participating.
EHF again provided a unique opportunity for plant users to discuss questions relating to all aspects of HRSG operations with the industry’s international experts. These discussions underlined once more the urgent need for the international exchange of information, which is well provided by this forum.
The EHF 2024 event was organized by Mecca Concepts, Australia. EHF had 13 sponsors: Dekomte, NEM, John Cockerill, Tuff Tube Transition, Precision Iceblast Corp, Altrad Babcock, TesTex, ARNOLD Group, Valve Pro/Conval, Advanced Valve Solutions, Cormetech, Groome Industrial Services, and Metroscope.
EHF 2025 will once again be held in Prato, Italy, from May 13-15, 2025. The agenda is live on the website and registration is now open for end users, consultants, and vendors.
Contact Barry Dooley (bdooley@structint.com or bdooley@IAPWS.org) or Bob Anderson (anderson@competitivepower.us) for further information. CCJ


