

 By Vignesh Bala, Vogt Power
By Vignesh Bala, Vogt Power
Editor’s note: Part 1 of this series explored the effects of gas turbine upgrades on heat recovery steam generators (HRSGs) and analyzed the key factors driving these GT upgrades. Part 2 focused on the concept of “re-rating” the HRSG and the associated steps. This included an understanding that the HRSG need not be a limiting factor in a gas turbine upgrade. Part 3 below will discuss the implementation of HRSG modifications and the associated planning considerations.
After completing the thermal, mechanical, and preliminary on-site evaluation of the HRSG as outlined in Part 2, a comprehensive scope of supply for the upgrade implementation must be developed.
Scope definition
The crucial point when finalizing the scope of supply is that every component in the re-rated system must comply with the latest codes and standards. This is especially critical in evaluating superheater components made of Grade 91 material. For example, if the HP system is being re-rated to a higher pressure, the suitability of reusing the Grade 91 component needs to be evaluated using the latest ASME stress values. The legacy stress values used in the original design cannot be reused. The use of the latest Grade 91 stress values for these components (which are significantly lower now than 20 years ago) means that thicker headers and tubes are needed. This will affect the steam velocities and pressure drop through the superheater system which could further increase the design pressure of the HP drum and superheater components. To avoid this, the use of other CSEF material like Grade 92 can be considered.
Similarly, if the RH system is being re-rated, the RH attemperator loop must conform with the condensate removal connection requirements stipulated in the PHRSG section of the latest ASME Section 1 Code. This code also dictates the minimum required drain pot size (Table).
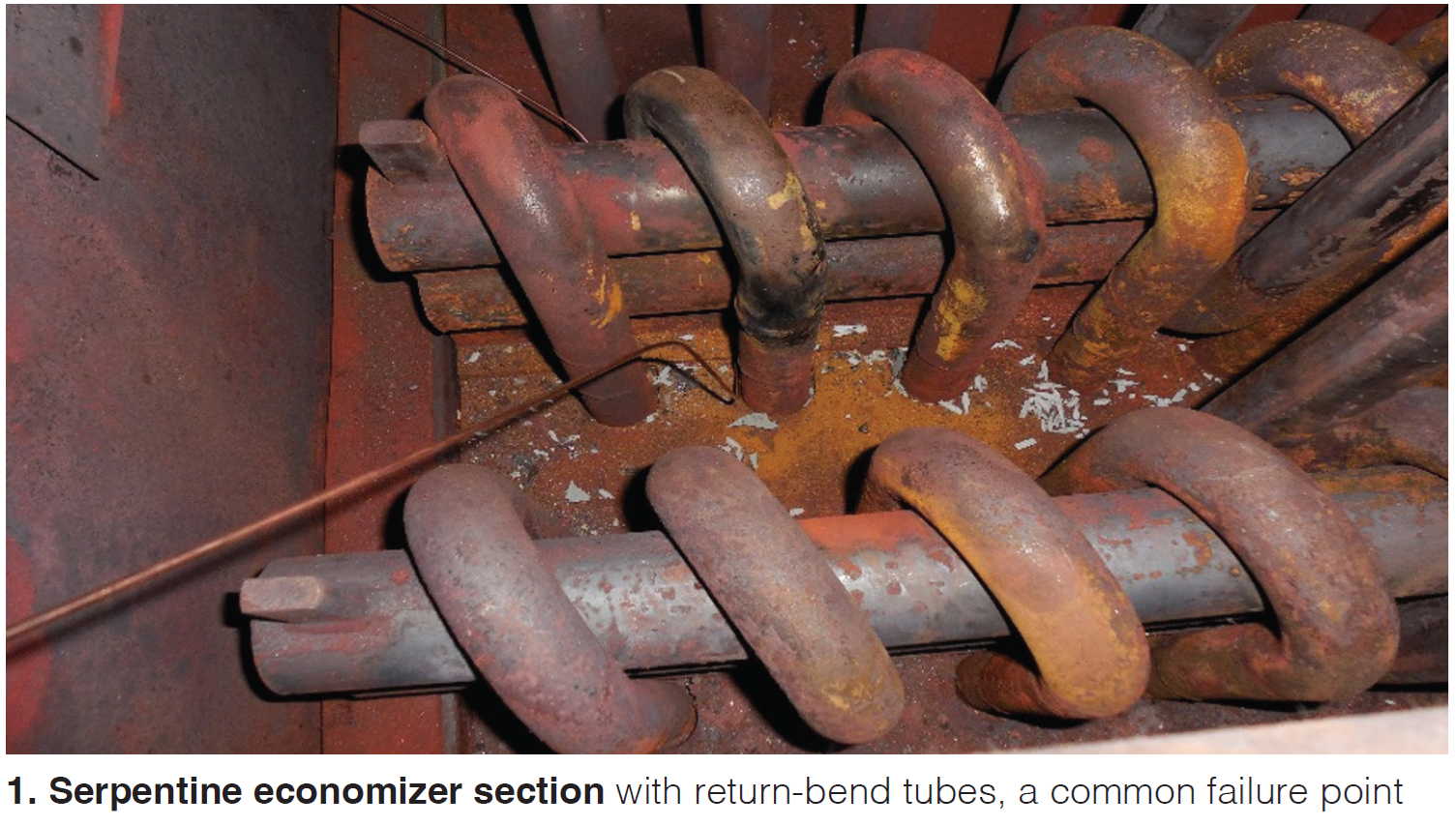
Another important consideration relates to material upgrades and redesigns. For instance, if the re-rate requires a replacement of IP or LP evaporator harps, it is prudent to consider an upgrade to Grade 11 material to prevent flow-accelerated corrosion in the future. Similarly, if the re-rate requires replacing serpentine economizers or preheaters (Fig 1), consider redesigning to a fully ventable and drainable harp.
Construction planning
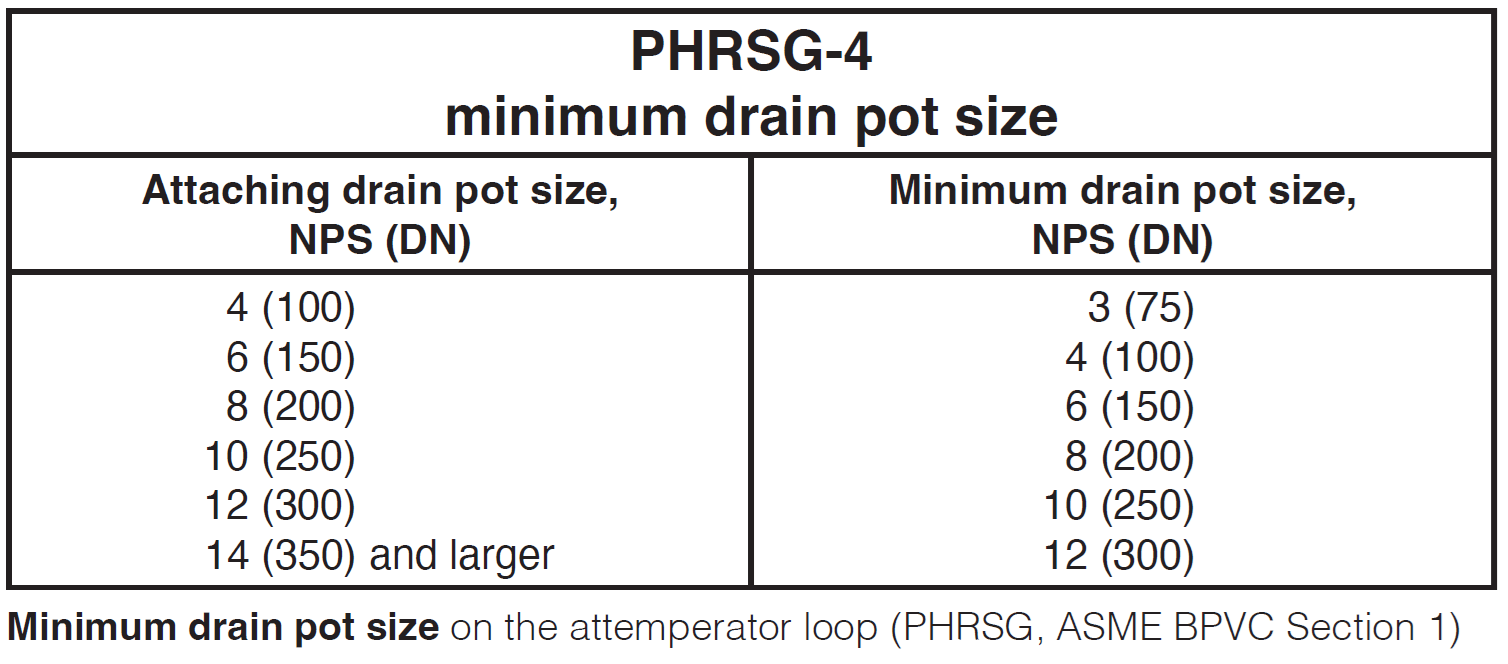
Once the technical scope of supply is fully established, it is crucial to begin early and specific construction planning. A common mistake made during redesigning and re-rate efforts is neglecting constructability until late in the process. The construction plan can significantly impact the design of the components being replaced. For example, a construction plan involving top access to the harps may require a different number and orientation of header lugs compared to a side access plan involving monorail steel (Fig 2).
Any special tools, equipment or frames required for installation should also be coordinated with the construction company and discussed at this stage. For replacing harps, strongbacks are often required to upright a harp. Without a strongback, the weight of the finned tubes will cause the tubes to bow and sag during uprighting. The extent of sagging can be seen in Fig 3 where an old harp that was removed from a unit is being lowered to the ground. While this is not a concern on a harp that is about to be demolished, such sagging can place undue stresses on the tubes and tube-to-header connections of the new harps.
During a re-rate, it is critical to involve a construction company early and execute the project in a turnkey fashion, as they are the R-Stamp holder responsible for signing off on the re-rate and affixing the new nameplate to the HRSG. Therefore, a vital step in the re-rate process is to ensure alignment between the quality departments of the S-Stamp holder, the R-Stamp holder, and the Authorized Inspector (AI) to clarify the NDE and hydrotest requirements.

Fabrication
Once preliminary construction planning is complete, it is important to establish a clear and viable sourcing strategy. Material sourcing restrictions can be accommodated but may add cost and schedule to the project. Another pertinent and relevant issue to consider is the impact of tariffs on raw material sourcing, such as tubes. This affects both domestic and offshore fabrication, as North American tube mills are limited in their ability to offer lengths and grades of certain tubes. Since the imposition and extent of tariffs is currently uncertain, a common strategy is to exclude all tariff cost from the contract price. Should tariffs be imposed during the import of goods, it is usually passed on to the customer at cost. The initial exclusion of tariffs from contract price means that the customer is not paying tariffs if they are not imposed, or if tariff exemptions are subsequently obtained as is often the case.
Considering the fabrication location is also important. North America has many reputable fabricators specializing in pressure part fabrication. Although finished pressure-part goods from outside the US are not currently subject to tariffs, the biggest advantages of fabricating in North America include the ease of travel to the fabricator’s facility for critical hold points or witness points, and typically shorter lead times. However, the main disadvantage is higher cost, which becomes especially significant for large and complex scopes.
Regardless of fabrication location, a hydrotest of the harps should be done in the shop and witnessed by an AI. A shop hydrotest that is not witnessed and signed off by an AI will not be considered a Code hydrotest.
Shipping
It is very important that a comprehensive shipping plan be formulated well in advance of delivery. Depending on the geometry of the components being replaced, thorough route surveys may need to be done in advance. Appropriate permits will need to be obtained especially when crossing state boundaries or country borders. Police escorts may be needed to ship components to site. A lack of planning in this regard can be very costly and cause significant project delays.
Lastly, it is also important to coordinate and stage the multiple deliveries appropriately. For example, if harps are delivered and staged out of sequence in a laydown yard (such that the first harp for installation is on the bottom of the stack), it would be expensive and time consuming to correct this.
To summarize the key messages of this series:
- GT upgrades are becoming increasingly impactful, requiring a comprehensive HRSG analysis to quantify their effects.
- HRSGs need not be your limiting factor when it comes to GT upgrades. Re-rating an HRSG can provide additional performance and lower your plant’s levelized cost of electricity (LCOE).
- The implementation of an HRSG re-rate needs to be planned properly, accounting for scope definition, constructability, fabrication and shipping.
About the author

Vignesh Bala is VP HRSG Services at Vogt Power, a Babcock Power Inc company. He leads a group providing cutting-edge analysis and retrofit solutions for combined-cycle powerplants to increase capacity and reliability in support of a changing power market. Bala and his team conduct studies, inspections, and turnkey retrofits, and provide parts for HRSGs manufactured by all OEMs.


