

Turning a profit in the business of electric generation can be challenging given the competitive nature of the industry today. Be prepared to take advantage of revenue opportunities, which can surface quickly, by upgrading equipment capable of improving your balance sheet tomorrow.
A case in point concerns fogging systems. Those responsible for gas turbines know they can squeeze more power from their engines on hot days by injecting a fine water mist (a/k/a fog) into the inlet air ahead of the compressor. Market and ambient conditions dictate when operating the fog system makes economic sense.
Some plants stopped fogging years ago, but increased use of capacity payments has them interested in getting their systems running again. In areas where coal plants have been shuttered there may be a need for more gas-turbine output when intermittent renewables can’t meet demand. Fogging can help fill in that gap. There are other opportunities as well. The positive outcome of a simple cost/benefit analysis may be all the justification needed to move forward.
What to do? The editors met with Mee Industries Inc’s CEO Thomas Mee and his brother John, the company’s marketing manager, at the vendor fair during the 501F Users Group meeting in Scottsdale, Ariz, Feb 17-22, 2019, to discuss upgrade options for fog systems. Mee is an industry leader, having installed more than 1000 fog systems in the last 25 years.
The discussion began with pumps. Ceramic-plunger pumps often were specified for the early fog systems, with many installed during the “bubble” when about 200,000 MW of gas turbines were commissioned at simple- and combined-cycle plants. These pumps suffered from premature seal failure because the demineralized water used for fogging is a poor lubricant. The legacy pumps can be replaced with newer seal-flushed pumps, which can operate up to 6000 hours between seal changes. Mee has upgraded many fog pumps to seal-flushed pumps over the past several years.
Water-lubricated pumps, another upgrade option, can run up to 8000 hours between rebuilds and eliminate the need to change pump crankcase oil every few thousand hours.
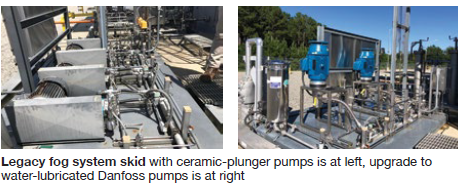
The left-hand photo shows a typical skid with four legacy ceramic-plunger pumps which were replaced by the two water-lubricated Danfoss pumps at the right. The new arrangement is designed to easily remove a pump at its 8000-hr maintenance interval and install a spare (often a rebuilt pump), allowing for a shop rebuild by experts to reduce in-plant maintenance requirements. Mee has converted skids serving three dozen engines to Danfoss pumps.
Other suggestions offered for improving fog-system performance include the following:
High-pressure filters. Seal wear introduces small particles into the pump’s high-pressure discharge pipe and they can cause fog-nozzle plugging. Filters installed downstream of the pump can prevent plugging.
Inspect fog nozzles annually to ensure proper operation, recondition as necessary. Replace nozzles beyond repair. Some plants keep a spare set of nozzles so they can be changed out quickly during a short outage and the used set returned for reconditioning.
Replace old rubber hoses with ones of high-quality incorporating braded stainless steel to assure years of maintenance-free operation.
Reweld old joints. Many legacy fog systems have nozzle adapters soldered or brazed onto the stainless-steel fog lines. Wear and tear over the years has caused some marginal joints to fail. Nozzle lines can be replaced with new lines having TIG-welded nozzle-adapter joints that will last indefinitely.
Control systems. Early fog systems may have PLCs that are no longer supported by the manufacturer, which makes reprogramming them virtually impossible. If programming is lost, the only option is to install a new PLC. A MeeFog replacement PLC, complete with the latest programming, can be installed in a few days.
Wide-range fogging. Early fog systems were designed to operate only when the gas turbine was at or above baseload. This was problematic for gas turbines often operating at less than baseload: When the engine ramps up to baseload, fogging starts and GT output spikes. New control software can allow for below-baseload operation of the fog system, without over-spraying water when the machine airflow is reduced.
Inlet-duct drains should be capable of removing any flowing or pooling water from the duct so un-atomized water is not sucked into the compressor. Some early installations did not have properly designed drain systems; these should be corrected to prevent airfoil damage. Consider installing windows and cameras to allow visual inspection of the fog-nozzle manifold and conditions at the compressor inlet; they can provide advance warning of problems you don’t want.
Location, location, location. It’s important that the fog-nozzle grid be designed to distribute its atomized product across the entire air stream. If nozzles are not properly located, some areas in the air stream may have more fog than can be evaporated, other areas may have little to no fog. This can result in poor cooling performance, excess water accumulation on duct surfaces, and temperature differences across the compressor inlet. For example, nozzle lines that have nozzles spaced close together, but have large gaps between nozzle lines, can result in poor fog system performance.
Maximum output. Wet compression is the process of spraying more water into the inlet duct than can evaporate before the saturated air enters the gas turbine. The additional fog is carried into the compressor where it evaporates and provides an intercooling effect, thereby reducing the work done by the machine and increasing power production.
Thomas Mee said the company has installed many wet compression systems on turbines ranging from aeros to the latest F-class units, with fog flow rates as much as 2.5% of engine air mass flow. Injecting 1% of the air mass flow as wet compression can boost power output by 5% or more depending on the GT model. CCJ