GE’s Technical Information Letter (TIL) 1854, released Aug 27, 2012, attributes the tip losses to heavy rubs and/or corrosion pitting, and considers the phenomenon low risk to unit operation and reliability. However, at least a couple of compressors reportedly have been badly damaged in the last 18 months. Insurers might be less inclined to rate the level of risk as “low.”
TIL 1854 says fleet experience and engineering analysis have concluded that compressor rubs can be caused by casing distortion that progresses over time, and by hot restarts initiated between one and eight hours after shutdown. The latter causes critical clearances to decrease. Corrosion pitting, on the other hand, creates a local stress concentration that may result in a tip loss via high-cycle fatigue.
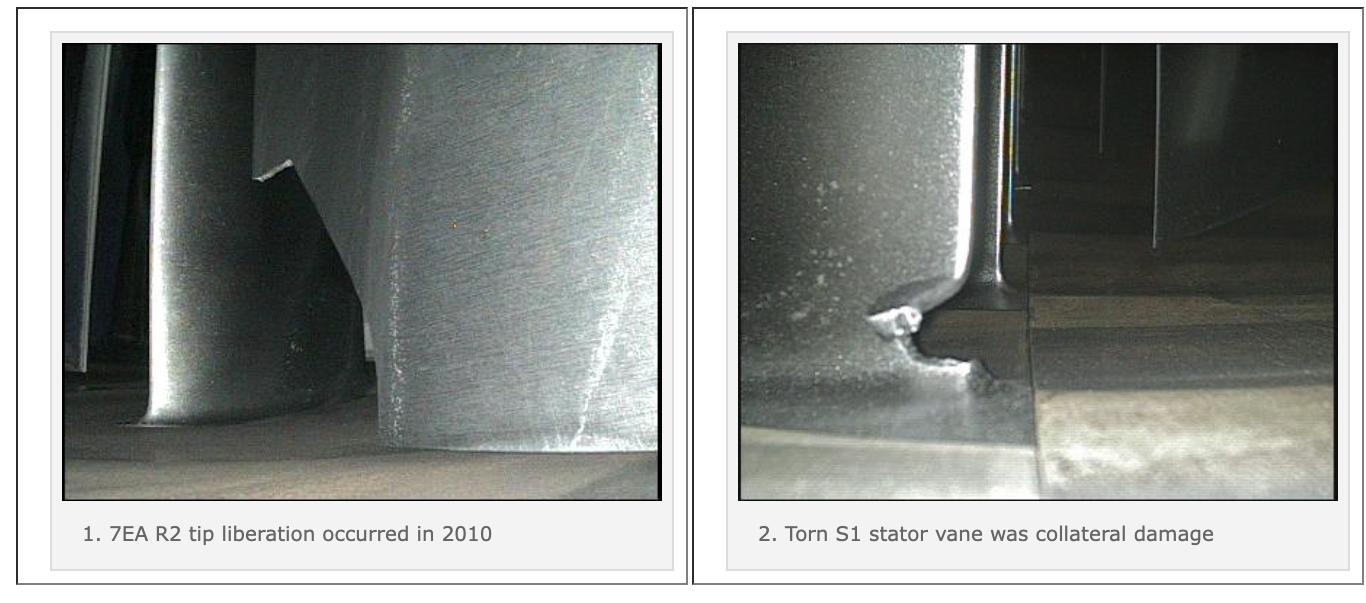 TIL 1854 recommends that if heavy tip rubs or tip loss occurs, tip grinding and/or blending to increase clearances can be performed at a major inspection or when the mid compressor case is removed. Considering that at least two compressors already have been wrecked, Shidler and Hoogsteden suggest a more proactive approach.The editors called Rod Shidler, president, and Mike Hoogsteden, field service manager, Advanced Turbine Support LLC, Gainesville, Fla, which inspects more than 2000 gas turbines annually, to get their perspective on the 7EA issue. They provided several photos to illustrate the level of damage Advanced Turbine Support has found, and offered their thoughts on corrective action.
TIL 1854 recommends that if heavy tip rubs or tip loss occurs, tip grinding and/or blending to increase clearances can be performed at a major inspection or when the mid compressor case is removed. Considering that at least two compressors already have been wrecked, Shidler and Hoogsteden suggest a more proactive approach.The editors called Rod Shidler, president, and Mike Hoogsteden, field service manager, Advanced Turbine Support LLC, Gainesville, Fla, which inspects more than 2000 gas turbines annually, to get their perspective on the 7EA issue. They provided several photos to illustrate the level of damage Advanced Turbine Support has found, and offered their thoughts on corrective action.
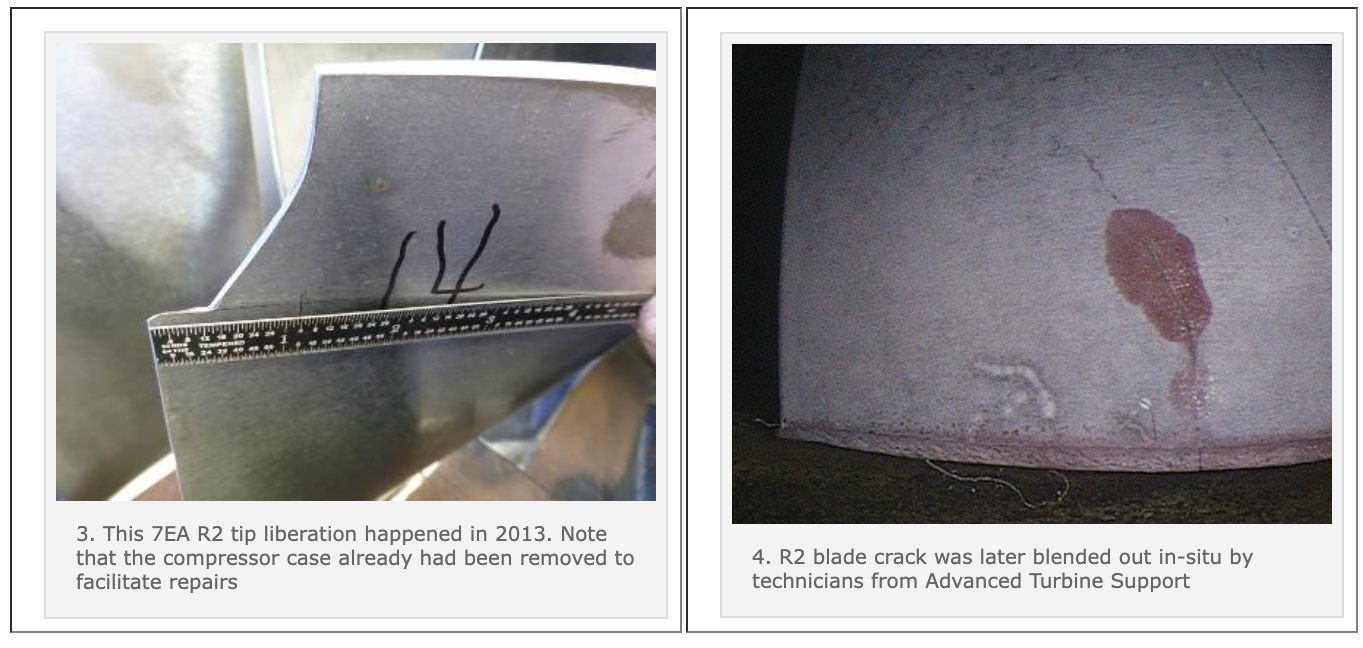
They recommend in-situ dye penetrant inspections of all compressor R1 and R2 blades (R3 blades are difficult to access without lifting the casing) where tip rubbing or pitting is in evidence during the next inspection cycle. The R2 blade crack in Fig 4, likely initiated by tip rubbing, is highlighted with dye penetrant. This machine had only 309 starts/1900 hours (and 25 trips) when the crack was found. In-situ blending by technicians from Advanced Turbine Support eliminated the crack without lifting the casing.