

During the HRSG Forum’s second monthly meeting, June 2, 2021, hosted by Bob Anderson and Barry Dooley, close to 130 owner/operator representatives from 34 countries (out of 219 total attendees), were enlightened on two vexing issues with HRSGs: (1) steam-side oxide growth and exfoliation (OGE) from superheater (SH) and reheater (RH) tubes, and (2) the use of computational fluid dynamics (CFD) and field testing to improve selective catalytic reduction (SCR) unit performance.
Judging from the number and quality of the questions for both presenters, these attendees weren’t just staring at their screens. You don’t want to miss listening to recordings of the presentations all available at HRSGforum.com. They are rich in detail with a methodical sequence of illustrations for truly understanding the problems, impacts, and solutions.
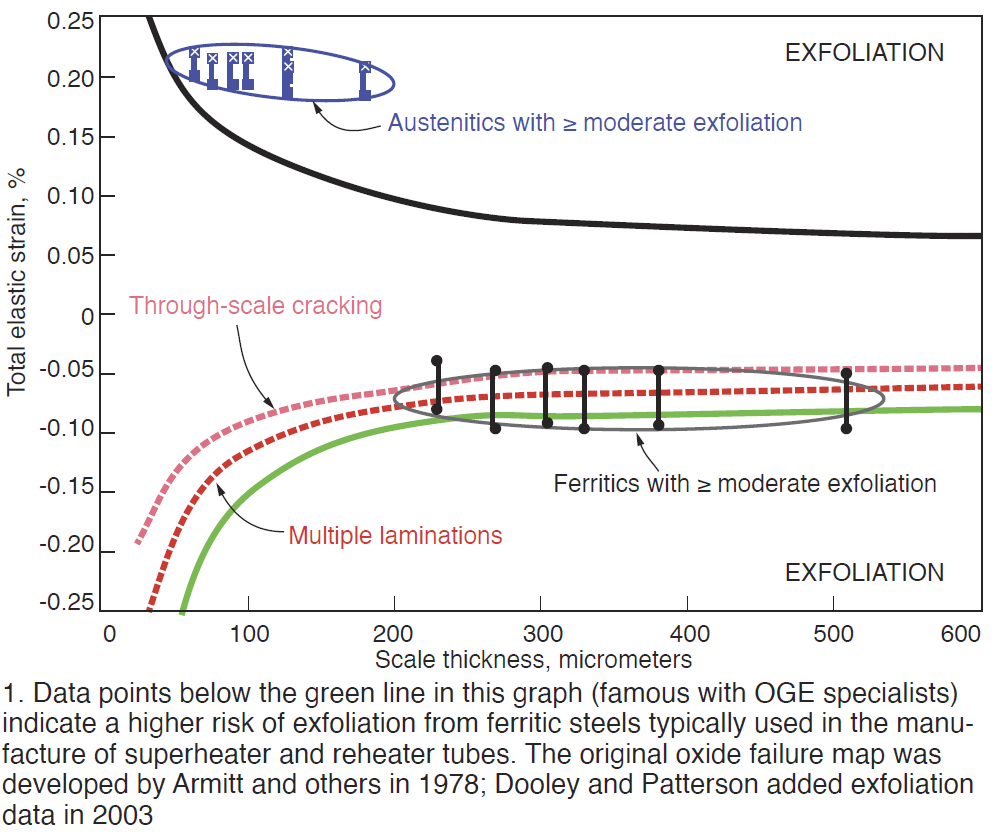
Barry Dooley, a senior associate at Structural Integrity Associates Inc, whose experience dates back decades to some of the early work done at the UK’s CEGB, Ontario Hydro, and EPRI on OGE, explained how SH and RH ferritic steels like T11, T22, T5, T9, T23, and T91 are susceptible to oxide growth on inner surfaces containing greater amounts of hematite versus magnetite, which can lead to exfoliation of particles under the right thermal stresses (Fig 1). The progression of formation for different alloys, from laminations in the oxide layer to cracks to exfoliation, is well depicted in the slides.
The varying alloy compositions—chromium and molybdenum contents specifically—help determine how fast deposits grow, and the risk of exfoliation. The specific environmental factors are saturated or superheated steam, gas-turbine exhaust temperatures from 1100F to 1150F, use of duct burners, and tube temperatures ranging up to 1200F.
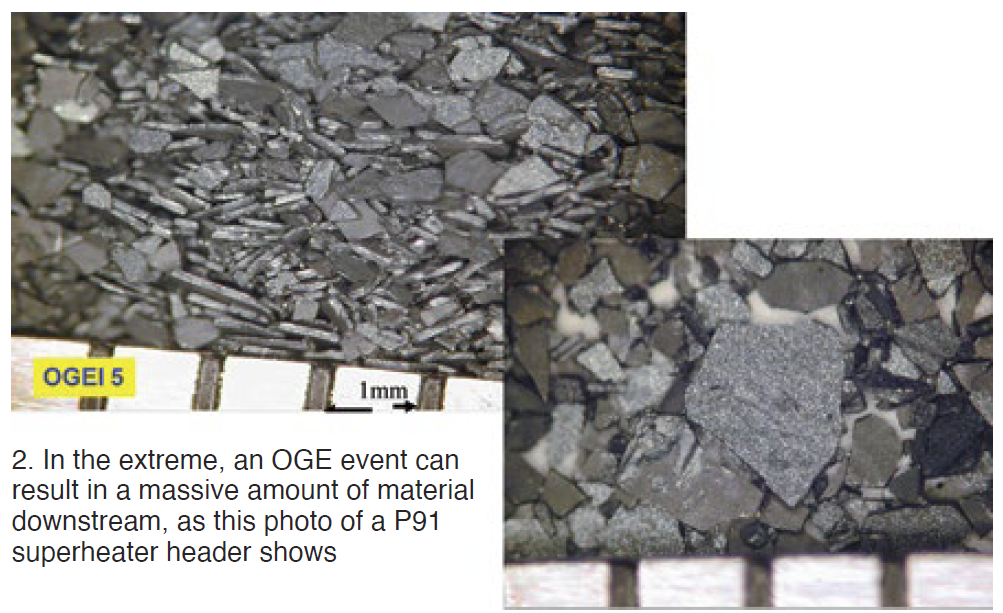
The deposits themselves can lead to tubes operating at higher temperatures, resulting in an ever-increasing oxide growth rate. The exfoliated material causes erosion, plugging, and sticking in valves; erosion of downstream HP and IP steam-turbine inlet-valve and steam-path components; or simply collects in a header (Fig 2). Impacts tend to show up after many thousands of operating hours but of course are aggravated by deep unit cycling and starts/stops, once the oxide reaches the critical thickness for exfoliation. Dooley shows one HRSG case in which material began to exfoliate after only 24,000 operating hours.
Unfortunately, OGE cannot be controlled through steam/water chemistry changes. It’s not dependent on O2 concentrations, but instead on O2 partial pressure. The influence of film-forming substances in the chemistry is uncertain. Shot-peened 304H and S304H SH tube alloys will exhibit a Cr-rich layer along the surface which slows the rate of exfoliation. “It’s rare for them to exfoliate,” Dooley said.
Among the insights that emerged from the Q&A session:
-
- No relationship has been developed among operating parameters (for example., total operating hours, number of starts, etc) and OGE to predict its onset before impacts occur.
- Cycle modifications which increase gas-turbine exhaust temperature raise the risk of oxide growth.
- UT analysis can detect oxide-scale thickness but only lab metallographic analysis can reveal the characteristics of the oxide layer critical to OGE.
- Early theorists suspected that steam/water O2 levels contributed to hematite formation, but deeper research has proved this false.
- Small additions to the alloy, like vanadium and tungsten, will alter iron-ion migration patterns.
UPCOMING HRSG FORUM EVENTS




